

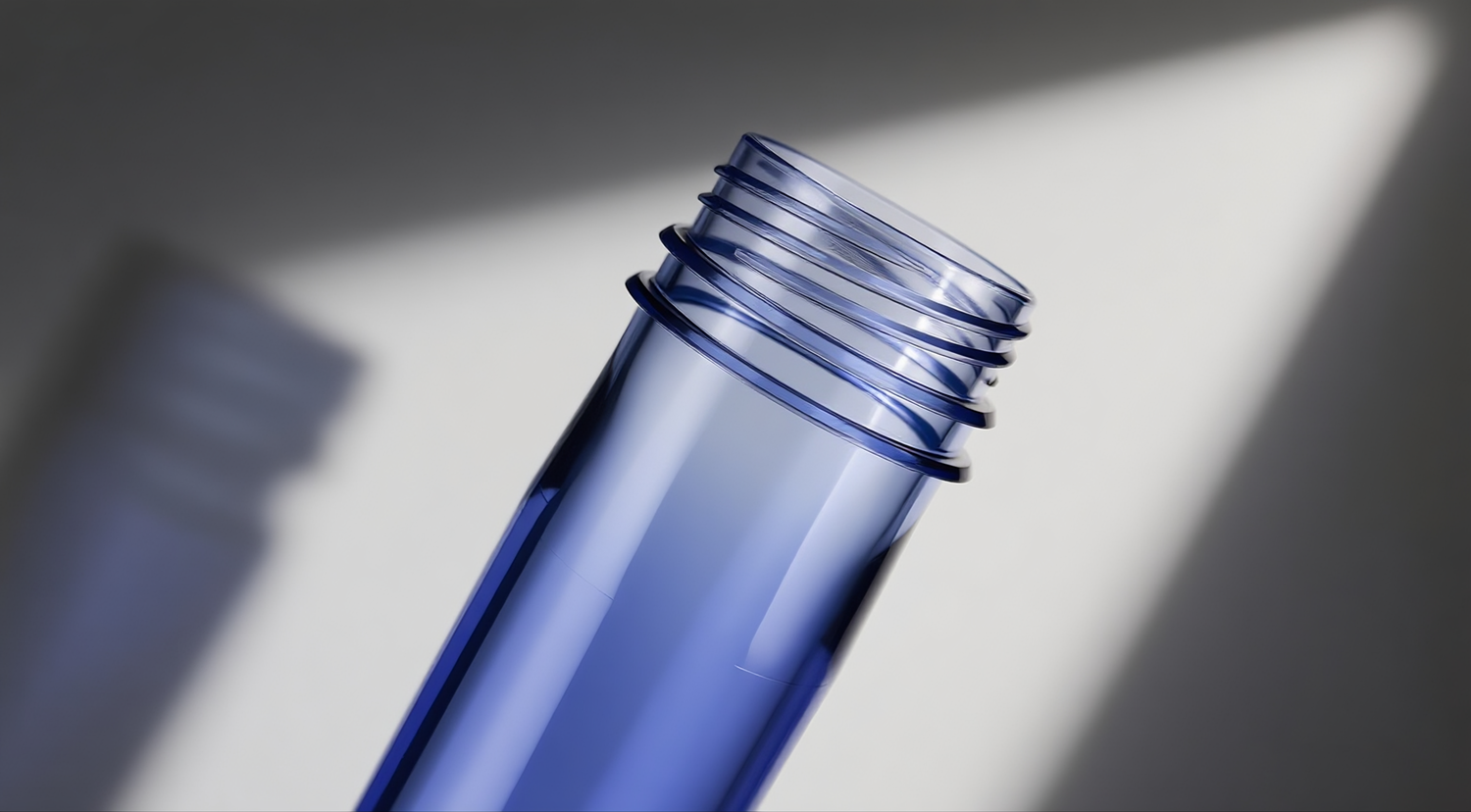
En la actualidad, con una competencia cada vez más intensa por captar la atención visual en los bienes de consumo, el color lleva tiempo dejando de ser meramente una decoración del embalaje; se ha convertido en el vínculo emocional más directo entre una marca y sus consumidores. Un producto exitoso suele transmitir su propuesta de valor clave desde la primera mirada, incluso antes de leer cualquier texto. Recientemente, colaboramos con un cliente comprometido con crear una experiencia de marca «natural, pura y relajante», completando con éxito un proyecto personalizado de color «Azul Lago-Agua» para preformas de 45 mm. Desde una chispa abstracta de inspiración cromática hasta la producción en masa final y estable de millones de preformas que iluminan los estantes comerciales, este recorrido ha sido una profunda co-creación de valor en la que tecnología y estética han trabajado en estrecha armonía. A continuación, reconstruimos íntegramente todo el proceso, con la esperanza de ofrecer una referencia útil a más marcas que exploran el camino de la diferenciación en el embalaje.

El cliente estaba lanzando una serie premium de agua potable con el tema «tan fresca como un manantial de montaña, tan serena como un lago». Al inicio del proyecto, el equipo de diseño del cliente aportó una fotografía de un lago alpino envuelto en la neblina matutina: el agua mostraba un matiz sutil entre el azul y el verde, claro, suave y tranquilo. El cliente quería que el color de la botella se convirtiera en el lenguaje central del producto: un azul exclusivo que evocara de inmediato fuentes de agua pura y transmitiera una sensación de «frescura, pureza y relajación».

Mediante múltiples conversaciones profundas con los equipos de producto, marketing y cadena de suministro del cliente, fuimos traduciendo progresivamente esta aspiración emocional en objetivos técnicos y comerciales concretos y ejecutables:
1. Visualización del ambiente de marca
Este no era un azul claro ni un azul cielo ordinario. Debía tener un sutil matiz verdoso: combinar la calma y la racionalidad del azul con la vitalidad y la naturalidad del verde. Además, este azul debía mantener una apariencia visual constante bajo distintas condiciones de iluminación:
Bajo la luz blanca fría de las neveras de los supermercados, debía verse fresco, brillante y translúcido, sin resultar apagado.
Bajo la luz amarilla cálida de las mesas comedor domésticas, debía permanecer suave y confortable, sin resultar excesivamente llamativo.
Bajo la luz natural al aire libre, debía recuperar la textura transparente del agua de un lago, sin sufrir ningún cambio de color.
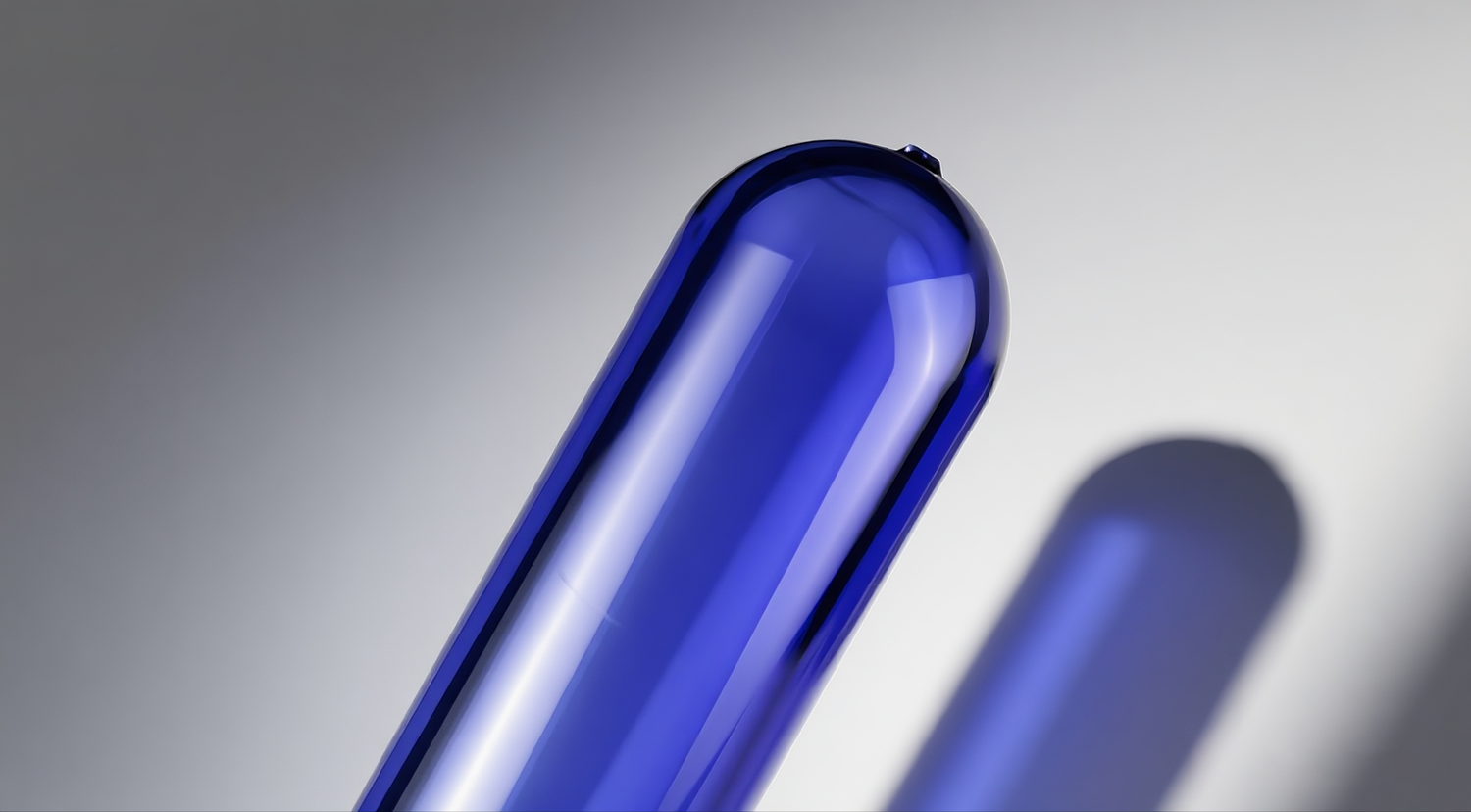
En resumen, el cliente no quería «una botella azul», sino «una botella que pareciera contener una piscina de agua lacustre».
2. Capacidad de diferenciación en el mercado
En el actual mercado de envases para agua potable, las botellas transparentes de PET siguen dominando. Las pocas marcas que experimentan con envases azules se centran principalmente en gamas de azul oscuro o verde menta. El cliente esperaba que este exclusivo «azul lago» generara un impacto visual distintivo en los refrigeradores o estantes de los supermercados, permitiendo a los consumidores identificar al instante «esa es la marca azul lago» entre un mar de botellas. Al mismo tiempo, el color debía transmitir una sensación de calidad y un tono natural superiores a los de la competencia, respaldando así la estrategia del cliente de fijación de precios premium.
3. Normas industriales rigurosas
Una idea de color atractiva debe poder materializarse de forma estable mediante procesos industriales; de lo contrario, no podrá generar valor comercial real. El cliente planteó tres requisitos técnicos fundamentales:
Consistencia absoluta del color: La cantidad del pedido inicial fue de varios millones, con pedidos repetidos posteriores previstos. La diferencia de color (ΔE) entre los preformados producidos en distintos lotes de fabricación y en diferentes máquinas de moldeo por inyección debía controlarse de forma constante por debajo de 0,8 (indistinguible a simple vista), garantizando que los productos del mismo lote y de lotes distintos tuvieran un aspecto idéntico en el punto de venta.
Seguridad y cumplimiento: Todos los componentes de concentrado colorante y aditivos añadidos debían cumplir las normativas más estrictas a nivel mundial sobre materiales en contacto con alimentos (por ejemplo, FDA, UE 10/2011, serie GB 4806), asegurando una seguridad absoluta durante su uso prolongado, sin migración ni exudación de colorantes.
Compatibilidad del proceso: Los preformados de 45 mm debían ajustarse perfectamente a las líneas existentes del cliente para soplado y llenado de alta velocidad. Tras el soplado, el color en todas las partes de la botella (hombro, cuerpo y base) debía ser uniforme, sin blanqueamiento inducido por estiramiento y sin afectar las propiedades mecánicas (por ejemplo, resistencia a la compresión y resistencia a la caída) ni las propiedades de barrera de la botella.
Transformar el concepto emocional de «Azul Lago» en millones de productos estables y consistentes requirió métodos científicos rigurosos y capacidades de ingeniería. Con este fin, pusimos en marcha nuestro «Proceso interno de desarrollo de colores personalizados», ejecutado conjuntamente por el Laboratorio de Color, el Centro de I+D de Materiales, el Departamento de Ingeniería de Procesos y el Equipo de Control de Calidad.
Fase 1: Definición y confirmación digitales del color
Nuestro laboratorio de color celebró sesiones de trabajo conjuntas con el equipo creativo del cliente. Primero, utilizando la guía de colores Pantone como biblioteca de referencia, seleccionamos casi 20 muestras de color candidatas y elegimos los cinco tonos azules más cercanos a la intención del cliente. Luego, mediante un espectrofotómetro de alta precisión, capturamos digitalmente estos cinco colores y realizamos comparaciones visuales bajo tres fuentes luminosas estándar: D65 (luz diurna simulada), TL84 (luz blanca fría simulada de centros comerciales) y fuente luminosa A (luz amarilla cálida simulada).
Tras tres rondas de selección y confirmación in situ con el cliente, descartamos las opciones que resultaban demasiado verdes (con apariencia de baja calidad) o demasiado azules (con apariencia fría y severa), y finalmente nos decidimos por un tono único que combinaba «claridad» y «suavidad»: un azul de baja saturación con un ligero matiz verde. Establecimos valores precisos en el espacio de color Lab (L , a , b*) para este color, y también establecer los rangos objetivo de brillo y transmitancia luminosa para garantizar que la botella terminada, al ser iluminada, exhiba la textura cálida y translúcida del agua de un lago, en lugar de una apariencia plástica opaca o lechosa.
Fase 2: Desarrollo personalizado y optimización del masterbatch de color especial
Los masterbatches genéricos no podían cumplir este requisito de color único, ni garantizar la estabilidad lote a lote. Nuestro Centro de I+D de Materiales desarrolló un masterbatch personalizado «Azul Lago» exclusivamente para este cliente. Todo el proceso tomó aproximadamente tres semanas y requirió seis rondas de ajustes de formulación:
Selección del vehículo: Abandonamos los portadores genéricos de masterbatch disponibles comercialmente y optamos por un copoliéster de alto rendimiento y grado alimentario como material portador. Este portador presenta una compatibilidad extremadamente alta con la resina base de PET utilizada por el cliente en los preformas, lo que garantiza una dispersión uniforme de los colorantes durante la extrusión en fusión y evita la aparición de manchas de color, estrías o la degradación de las propiedades mecánicas de las preformas causada por una mala compatibilidad.
Construcción del sistema de pigmentos: Seleccionamos pigmentos compuestos orgánicos e inorgánicos de alta calidad, resistentes al calor (soportan temperaturas de moldeo por inyección de PET de 270–290 °C) y resistentes a la migración. El pigmento orgánico aporta un tono vivo, mientras que el pigmento inorgánico ofrece buena poder cubriente y resistencia climática. Ambos pigmentos fueron sometidos a tratamientos superficiales especiales y procesos de pre-dispersión para asegurar una distribución uniforme a nivel nanométrico dentro del masterbatch.
Combinación precisa de aditivos funcionales: En la formulación del masterbatch, combinamos científicamente tres aditivos funcionales:
Estabilizador de luz: Absorbe o protege eficazmente contra la luz ultravioleta, evitando el amarilleo o el desvanecimiento de las preformas durante su exposición prolongada a la luz en almacenes o en los estantes de venta al público.
Antioxidante: Inhibe la degradación termo-oxidativa de la resina PET durante el procesamiento a alta temperatura, protegiendo las propiedades mecánicas de la botella y evitando cambios de color provocados por la degradación de la resina.
Clarificador óptico: Se añade en cantidades traza para optimizar la trayectoria de transmisión y dispersión de la luz dentro de la pared de la botella, mejorando su transparencia y simulando el efecto visual del agua cristalina que refleja la superficie de un lago, haciendo que el color «cobré vida» en lugar de quedar superficial.
Fase 3: Simulación integral del proceso y pruebas extremas
Antes de la producción en masa formal, dedicamos aproximadamente dos semanas a realizar una validación sistemática de muestras y pruebas extremas para garantizar que la formulación funcionara de forma fiable durante la escalación y en las aplicaciones finales:
Prueba del proceso de soplado: Se enviaron preformas de prueba a una máquina de soplado designada por el cliente (o a un modelo equivalente) y se sometieron a ensayos de soplado bajo distintos parámetros de proceso (por ejemplo, temperatura de calentamiento, velocidad de estirado y presión de soplado). Inspeccionamos la uniformidad del color en zonas como el hombro, el cuerpo y la base, prestando especial atención a si aparecía «blanqueamiento por tensión» en las áreas de alto ratio de estirado. Los resultados de las pruebas mostraron que nuestra formulación funcionó de forma estable dentro de la ventana de parámetros de proceso del cliente, con un valor de ΔE ≤ 0,5 en todas las zonas.
Pruebas de estrés ambiental y envejecimiento: Simulamos diversos entornos agresivos a los que el producto podría estar expuesto desde la fábrica hasta el consumo final por parte del usuario:
Las botellas terminadas llenas de agua se colocaron en un congelador a -5 °C y se sometieron a ciclos repetidos de congelación-descongelación.
Se colocaron en una cámara de temperatura y humedad constantes a 40 °C y 90 % de humedad relativa durante 15 días para simular el almacenamiento en almacén bajo condiciones de alta temperatura y alta humedad.
Se irradiaron continuamente en una cámara de ensayo de envejecimiento UV durante 168 horas para simular la exposición prolongada a la iluminación en estanterías.
Tras las pruebas, ninguna de las muestras mostró cambio visible de color, blanqueamiento ni degradación de las propiedades mecánicas.
Pruebas de compatibilidad y seguridad: Los preformados se ensamblaron con las tapas y las etiquetas termocontraíbles especificadas por el cliente y luego se sometieron a un llenado simulado (con agua y una solución ácida) y a almacenamiento a largo plazo. Se verificó si se detectaba migración de pigmentos o aditivos hacia el contenido; todos los parámetros cumplieron con las normas de materiales en contacto con alimentos de la FDA, la UE y la norma GB.
El éxito en el laboratorio es solo el primer paso; la consistencia en la producción en masa es la verdadera piedra de toque de la capacidad personalizada. Para este proyecto, lanzamos un plan dedicado de producción y control de calidad denominado «Guardián del Color», que abarca un control integral desde las materias primas hasta los productos terminados.
1. Dosificación digital precisa
Durante la etapa de pretratamiento de las materias primas, utilizamos un sistema inteligente de dosificación gravimétrica para proporcionar con precisión el masterbatch personalizado y la resina base de PET. El sistema supervisa dinámicamente el peso de descarga docenas de veces por segundo y ajusta automáticamente la velocidad de alimentación, garantizando que la precisión de la proporción de mezcla se mantenga dentro de ±0,03 %. Este control de precisión a nivel de origen fija la referencia cromática del preforma a nivel «genético», evitando diferencias de color entre lotes causadas por fluctuaciones en la dosificación.
2. Supervisión en línea de todo el proceso
En la línea de moldeo por inyección, integramos un sistema en línea de medición de color en tiempo real basado en espectroscopía. El sistema realiza un escaneo de espectro completo inmediatamente después de que los preformados de cada disparo y de cada cavidad son eyectados, y compara los datos de color (valores Lab) con el margen de tolerancia estándar. Si la tendencia de la diferencia de color detectada supera el rango de control CPK preestablecido, el sistema envía una alerta a la consola de control central en cuestión de segundos y puede ajustar automáticamente parámetros como la presión de retroceso y la carrera de dosificación en la máquina de moldeo por inyección, logrando así un ajuste dinámico en bucle cerrado durante la producción y garantizando que cada preformado se encuentre dentro de la «zona de color aceptable».
3. Sistema de verificación de calidad en múltiples niveles
Además de la supervisión en línea, establecimos una cadena de verificación de calidad en tres niveles: «muestreo en línea – verificación fuera de línea – certificación en laboratorio».
Muestreo en línea: Cada media hora, la línea de producción captura automáticamente 5 preformas, que son comparadas visualmente bajo una cabina de luz estándar por inspectores de calidad, centrándose en si el tono, la saturación y la claridad coinciden con la muestra de referencia.
Verificación fuera de línea: Muestras del mismo lote se envían simultáneamente al laboratorio para su medición digital mediante un colorímetro de banco de alta precisión, generando informes de inspección que incluyen valores Lab, ΔE y curvas espectrales.
Certificación del laboratorio: Para cada lote de producción, se conservan y almacenan 30 muestras representativas en una biblioteca de muestras controlada en temperatura y humedad, para garantizar la trazabilidad y comparación a largo plazo. Todos los datos de ensayo se consolidan en un archivo digital de calidad. Los clientes pueden acceder en cualquier momento, a través de un portal dedicado, a toda la información de trazabilidad de calidad de sus pedidos, logrando así una transparencia total.
Mediante la operación del sistema anterior, este proyecto logró un rendimiento sobresaliente en la producción continua a gran volumen, con más del 99 % de las muestras presentando valores de ΔE inferiores a 0,6, muy por debajo del objetivo del cliente de 0,8.
Tres meses después de la entrega del proyecto, recibimos comentarios positivos de varios departamentos del cliente. Los resultados fueron validados tanto en las dimensiones comerciales como en la cadena de suministro.
1. Desempeño en el mercado
Según compartió el cliente, tras el lanzamiento de la nueva serie de productos que utiliza el preforma personalizada «Azul Lago-Agua» en regiones clave, su desempeño superó ampliamente las expectativas:
Sin necesidad de una publicidad a gran escala, el color único del empaque generó una considerable difusión espontánea por parte de los consumidores en redes sociales durante la primera semana tras su colocación en los estantes, impulsando así una comunicación temprana de boca a boca.
El cliente encargó una encuesta externa sobre los factores que impulsan la compra del nuevo producto. Los resultados mostraron que «el color de la botella es hermoso y relajante» fue citado por una proporción significativa de consumidores como una de las principales razones de la primera compra, solo superado por «la confianza en el origen del agua».
En los dos primeros meses posteriores al lanzamiento, el nuevo producto superó en más del 120 % su objetivo de ventas, lo que ayudó al cliente a consolidar rápidamente una presencia de marca diferenciada en el mercado regional de aguas premium, llegando incluso a producirse agotamientos de stock y pedidos de reposición en algunos canales.
2. Rendimiento de la producción y la cadena de suministro
Los preformados personalizados presentaron una excelente estabilidad en el procesamiento, con una tasa de rendimiento en el soplado consistentemente superior al 99,5 % en la línea de producción del cliente, lo que representa una mejora de aproximadamente un punto porcentual respecto a los preformados de uso general que el cliente había utilizado anteriormente, reduciendo así eficazmente los residuos de producción.
Debido a la ausencia de diferencias de color entre los lotes de preformas, el cliente no necesitó ajustar repetidamente los parámetros de moldeo por soplado durante los cambios de lote, lo que mejoró la eficiencia general del equipo.
La estabilidad cromática de estas preformas superó la prueba de producción en distintas estaciones y entornos de temperatura, sentando una base fiable para un suministro estable a largo plazo.
3. Acumulación de activos de marca
Este «azul lago-agua exclusivo para el cliente» ha sido registrado por el cliente para la protección de la propiedad intelectual del diseño de su apariencia y del color, convirtiéndose formalmente en uno de los elementos centrales de su sistema de identidad visual de marca. El cliente planea extender este color a otras líneas de productos bajo la misma marca (por ejemplo, bebidas deportivas, agua con gas, etc.), creando así una genealogía visual unificada de la marca. Hemos entregado al cliente un expediente técnico completo para este color, que incluye: valores estándar en laboratorio, código de fórmula personalizado para concentrado maestro, plantilla de parámetros del proceso de producción e instrucciones de trabajo para el control de calidad, entre otros, proporcionando una base técnica integral para el control de calidad interno futuro del cliente o para el desarrollo de un segundo proveedor.
Todo el proceso de este proyecto personalizado de preforma de 45 mm en color azul lago-agua vuelve a validar varios principios fundamentales que cobran cada vez mayor importancia en el entorno actual del mercado:

1. La competitividad del color del embalaje comienza en la Preforma Etapa de personalización
Añadir color al embalaje terminado (por ejemplo, mediante pulverización o etiquetado) suele ser costoso, inconsistente y poco respetuoso con el medio ambiente. Una diferenciación cromática verdaderamente de alto valor debe lograrse desde el origen: la etapa del preforma. Al incorporar un masterbatch patentado en la resina base de PET, el color «crece» dentro de la pared de la botella, sin desprenderse ni desgastarse jamás, y se mantiene altamente consistente a lo largo de toda la cadena de suministro.
2. El color es una estética emocional, pero también una ciencia de precisión
Detrás de un color aparentemente sencillo subyacen múltiples disciplinas: compatibilidad de materiales poliméricos, diseño óptico, dosificación precisa, inspección en línea, entre otras. Una personalización cromática exitosa exige una colaboración profunda entre la marca y su socio de la cadena de suministro en cada etapa —creatividad, materiales, proceso y control de calidad—, y no simplemente «elegir una muestra y decirle a la fábrica que la produzca».
3. El papel del proveedor está evolucionando de ejecutor a co-creador
Ya no somos simplemente productores que reciben pedidos de forma pasiva y los procesan según las especificaciones. Somos «socios de color de marca» proactivos que participamos desde una etapa temprana en la fase creativa del cliente y le brindamos soporte técnico sistemático. Nuestro valor radica no solo en «hacerlo realidad», sino también en «ayudar al cliente a pensarlo detenidamente»: traducimos conceptos de marca difusos en parámetros técnicos cuantificables y construimos un puente fiable entre la creatividad y la producción en masa.
4. La mejor colaboración es aquella en la que la marca del cliente se vuelve más reconocible gracias a nosotros
Cuando un consumidor se detiene frente al estante, toma la botella y, finalmente, realiza la compra debido a ese toque único de Azul Lago de Agua, esa es la afirmación más auténtica de nuestra capacidad profesional. Esperamos crear juntos tales momentos con cada cliente visionario.
Deje que el color hable por su marca y que la tecnología proteja su creatividad.
Nos centramos en plasmar la visión de su marca en cada gramo de material, creando así ese escenario único en el mercado.

Taizhou Huangyan Jinting Plastic Mould.,LTD es un fabricante profesional de preformas de PET con más de 25 años de experiencia. Certificada según ISO9001/ISO22000, ofrece cuellos personalizados (28–55 mm), colores, pesos y moldes para marcas de agua y bebidas. Contáctenos hoy.
Zona Industrial Puhui, pueblo de Toutuo, distrito de Huangyan, ciudad de Taizhou, provincia de Zhejiang, China
Copyright © 2026 Taizhou Huangyan Jinting Plastic Mould.,LTD. Todos los derechos reservados. Política de privacidad
