

Na atual intensificação da concorrência pela atenção visual nos bens de consumo, a cor há muito deixou de ser mera decoração de embalagem; tornou-se o vínculo emocional mais direto entre uma marca e seus consumidores. Um produto bem-sucedido frequentemente transmite sua principal proposta de valor já na primeira olhada — mesmo antes de qualquer texto ser lido. Recentemente, colaboramos com um cliente comprometido em criar uma experiência de marca "natural, pura e calmante", concluindo com sucesso um projeto personalizado de cor "Azul-Lago" para pré-formas de 45 mm. De uma centelha abstrata de inspiração cromática até a produção em massa final e estável de milhões de pré-formas que iluminam as prateleiras de varejo, essa jornada foi uma profunda co-criação de valor, na qual tecnologia e estética atuaram em estreita harmonia. A seguir, reconstruímos integralmente todo o processo, na esperança de oferecer um referencial para mais marcas que exploram o caminho da diferenciação de embalagens.

O cliente estava lançando uma linha premium de água potável com o tema 'tão fresca quanto uma nascente montanhosa, tão serena quanto um lago'. No início do projeto, a equipe de design do cliente trouxe uma foto de um lago alpino envolto na névoa matinal — a água exibia uma tonalidade sutil entre azul e verde, clara, suave e tranquila. O cliente desejava que a cor da garrafa em si se tornasse a linguagem central do produto: um azul exclusivo capaz de evocar imediatamente fontes de água pura e transmitir uma sensação de 'frescor, pureza e relaxamento'.

Por meio de várias discussões aprofundadas com as equipes de produto, marketing e cadeia de suprimentos do cliente, traduzimos progressivamente essa aspiração emocional em objetivos técnicos e comerciais concretos e acionáveis:
1. Visualização da Atmosfera da Marca
Esta não era uma tonalidade azul clara ou azul-celeste comum. Precisava ter um leve tom esverdeado — transmitindo tanto a serenidade e a racionalidade do azul quanto a vitalidade e a naturalidade do verde. Além disso, esse azul precisava manter uma aparência visual consistente sob diferentes condições de iluminação:
Sob a luz branca fria das câmaras frigoríficas de supermercados, precisava parecer fresco, brilhante e translúcido, sem ficar opaco.
Sob a luz amarela quente das mesas de jantar domésticas, precisava permanecer suave e agradável, sem ser excessivamente chamativo.
Sob a luz natural ao ar livre, precisava reproduzir fielmente a textura translúcida da água de um lago, sem qualquer desvio de cor.
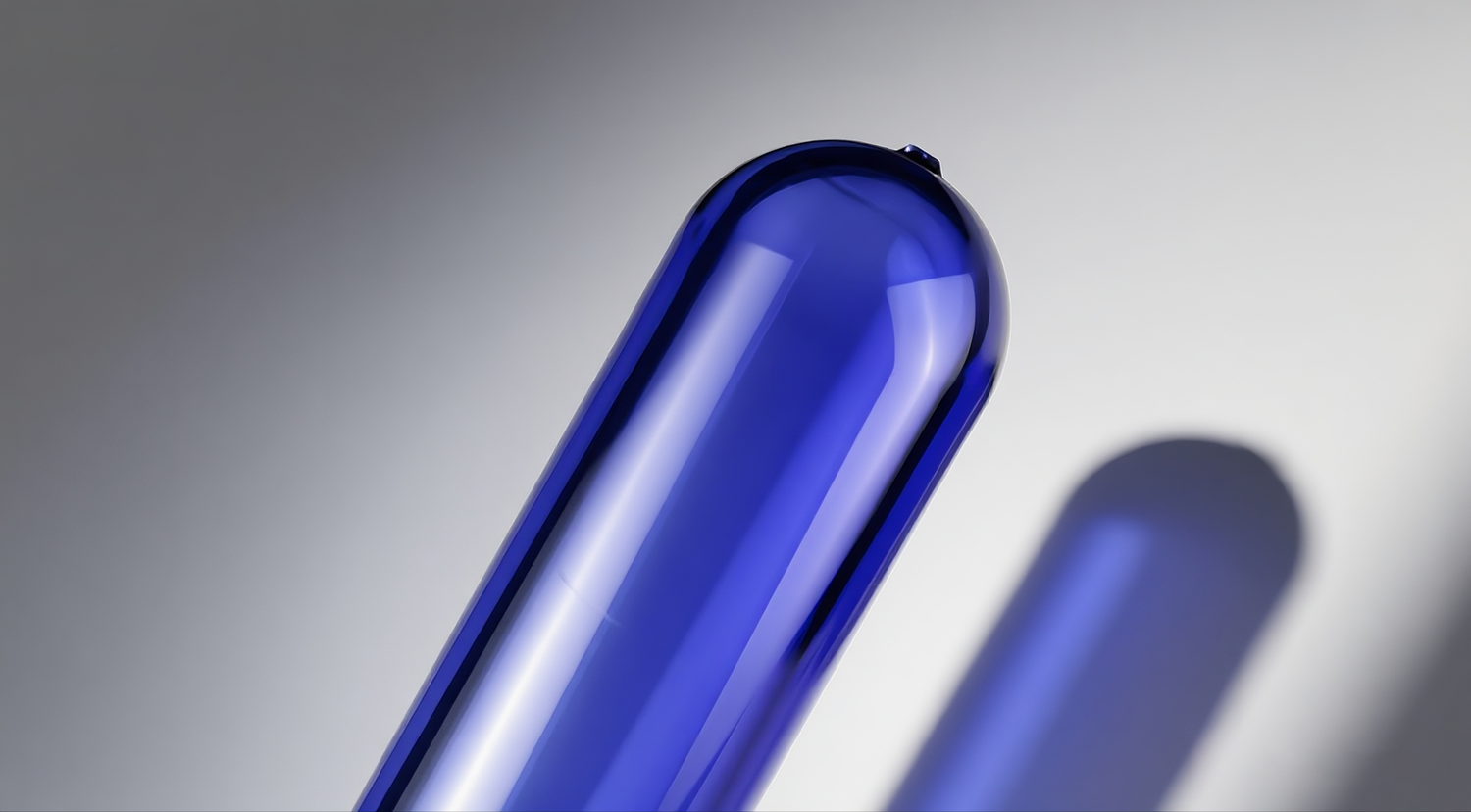
Em resumo, o cliente não queria "uma garrafa azul"; queria "uma garrafa que parecesse conter uma piscina de água lacustre."
2. Poder de diferenciação no mercado
No atual mercado de embalagens para água potável, as garrafas claras de PET ainda dominam. As poucas marcas que experimentam embalagens azuis concentram-se, na maioria dos casos, em tons de azul escuro ou verde-menta. O cliente esperava que esse exclusivo "Azul-Lago" criasse um destaque visual distinto nos refrigeradores ou prateleiras de supermercados — permitindo que os consumidores reconhecessem instantaneamente "essa é a marca azul-lago" entre um mar de garrafas. Ao mesmo tempo, a própria cor precisava transmitir uma sensação de qualidade e um tom natural superiores aos da concorrência, apoiando assim a estratégia do cliente de precificação premium.
3. Padrões Industriais Rigorosos
Uma ideia de cor bonita deve ser concretizada de forma estável por meio de processos industriais; caso contrário, não poderá gerar valor comercial real. O cliente estabeleceu três requisitos técnicos fundamentais:
Consistência Absoluta de Cor: A quantidade do pedido inicial foi de milhões de unidades, com pedidos repetidos subsequentes esperados. A diferença de cor (ΔE) entre pré-formas produzidas em diferentes lotes de produção e em diferentes máquinas de moldagem por injeção teve de ser controlada de forma consistente abaixo de 0,8 (indistinguível a olho nu), garantindo que os produtos do mesmo lote e de lotes diferentes apresentem aparência idêntica no ponto de venda.
Segurança e conformidade: Todos os componentes de concentrado colorido e aditivos adicionados tiveram de cumprir as regulamentações globais mais rigorosas relativas a materiais em contato com alimentos (por exemplo, FDA, UE 10/2011, série GB 4806), assegurando segurança absoluta durante o uso prolongado, sem migração ou exsudação dos corantes.
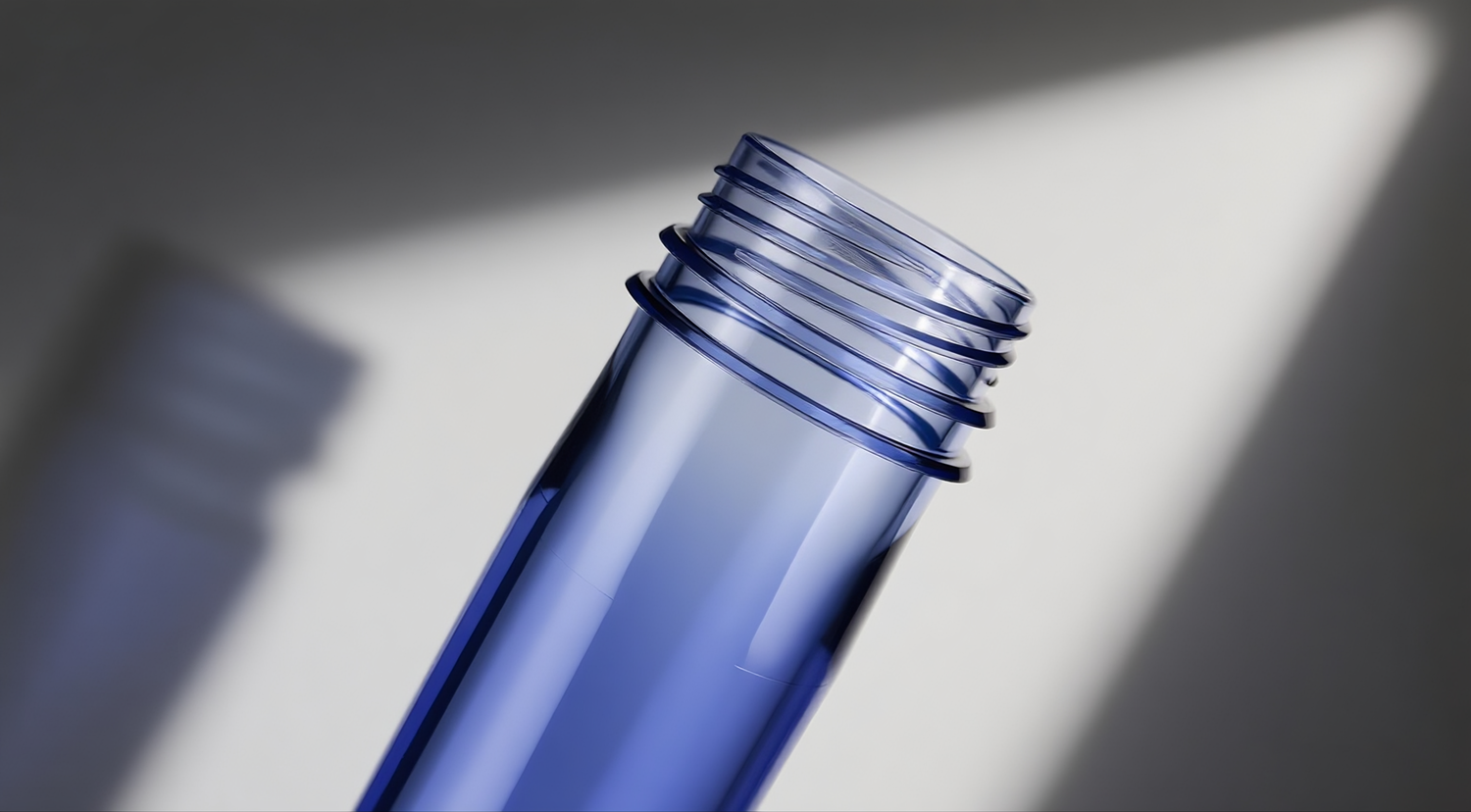
Compatibilidade de processo: Os pré-formados de 45 mm precisavam corresponder perfeitamente às linhas existentes do cliente para moldagem por sopro de alta velocidade e enchimento. Após a moldagem por sopro, a cor em todas as partes da garrafa (ombro, corpo e base) tinha de ser uniforme, sem qualquer branqueamento induzido pelo alongamento e sem afetar as propriedades mecânicas (por exemplo, resistência à compressão, resistência à queda) ou as propriedades de barreira da garrafa.
Transformar a emoção da «Azul-Lago» em milhões de produtos estáveis e consistentes exigiu métodos científicos rigorosos e capacidades de engenharia. Para esse fim, iniciámos o nosso «Processo Interno de Desenvolvimento de Cores Personalizadas», executado conjuntamente pelo Laboratório de Cores, pelo Centro de I&D de Materiais, pelo Departamento de Engenharia de Processos e pela Equipa de Controlo de Qualidade.
Fase 1: Definição Digital e Confirmação da Cor
Nosso laboratório de cores realizou sessões de trabalho conjuntas com a equipe criativa do cliente. Primeiramente, utilizando o guia de cores Pantone como biblioteca de referência, selecionamos cerca de 20 amostras de cores candidatas e escolhemos as cinco tonalidades de azul mais próximas da intenção do cliente. Em seguida, com um espectrofotômetro de alta precisão, capturamos digitalmente essas cinco cores e realizamos comparações visuais sob três fontes de luz padrão: D65 (luz do dia simulada), TL84 (luz branca fria simulada de centros comerciais) e fonte de luz A (luz amarela quente simulada).
Após três rodadas de triagem e confirmação in loco com o cliente, eliminamos as opções que eram excessivamente verdes (aparentando baixa qualidade) ou excessivamente azuis (aparentando frieza e dureza), chegando, por fim, a uma tonalidade única que combinava "clareza" e "suavidade" — um azul de baixa saturação com um leve subtom verde. Estabelecemos valores precisos no espaço de cores Lab (L , a , b*) para esta cor, e também definir faixas-alvo de brilho e transmitância luminosa para garantir que a garrafa acabada, quando iluminada, exiba a textura quente e translúcida da água de um lago, em vez de uma aparência plástica opaca ou leitosa.
Fase 2: Desenvolvimento Personalizado e Otimização do Masterbatch de Cor Especial
Masterbatches genéricos não conseguiam atender a este requisito de cor exclusivo, nem garantir estabilidade lote a lote. Nosso Centro de P&D de Materiais desenvolveu um masterbatch personalizado de ‘Azul-Lago’ exclusivamente para este cliente. Todo o processo levou cerca de três semanas e passou por seis rodadas de ajustes de formulação:
Seleção do Veículo: Abandonamos os veículos de masterbatch genéricos disponíveis comercialmente e optamos por um copolímero de poliéster de alto desempenho, aprovado para contato com alimentos, como material veículo. Esse veículo apresenta compatibilidade extremamente elevada com a resina base de PET utilizada pelo cliente nos pré-formados, garantindo uma dispersão uniforme dos corantes durante a extrusão em fusão e evitando manchas de cor, estrias ou degradação das propriedades mecânicas dos pré-formados causadas por baixa compatibilidade.
Construção do Sistema de Pigmentos: Selecionamos pigmentos compostos orgânicos e inorgânicos de alta qualidade, resistentes ao calor (suportando temperaturas de moldagem por injeção de PET entre 270–290 °C) e à migração. O pigmento orgânico confere matiz vivo, enquanto o pigmento inorgânico oferece boa poder de cobertura e resistência climática. Ambos os pigmentos passaram por tratamento superficial especial e processos prévios de dispersão para assegurar uma distribuição uniforme em nível nanométrico dentro do masterbatch.
Combinação precisa de aditivos funcionais: Na formulação do masterbatch, combinamos cientificamente três aditivos funcionais:
Estabilizador de Luz: Absorve ou protege eficazmente contra a luz ultravioleta, prevenindo o amarelecimento ou desbotamento dos pré-formados durante a exposição prolongada à luz em armazéns ou nas prateleiras de varejo.
Antioxidante: Inibe a degradação termo-oxidativa da resina PET durante o processamento em alta temperatura, protegendo as propriedades mecânicas da garrafa e evitando alterações de cor causadas pela degradação da resina.
Clarificador Óptico: Adicionado em traços, otimiza o caminho de transmissão e dispersão da luz na parede da garrafa, melhorando sua transparência e simulando o efeito visual da água cristalina refletindo a superfície de um lago, fazendo com que a cor 'ganhe vida', em vez de permanecer superficial.
Fase 3: Simulação de Processo Completo e Testes Extremos
Antes da produção em massa formal, dedicamos cerca de duas semanas à validação sistemática de amostras e a testes extremos, para garantir que a formulação apresentasse desempenho confiável durante a ampliação da escala e nas aplicações finais:
Teste do Processo de Moldagem por Sopro: Pré-formas experimentais foram enviadas a uma máquina de moldagem por sopro indicada pelo cliente (ou a um modelo equivalente) e submetidas a testes de sopro sob diferentes parâmetros de processo (por exemplo, temperatura de aquecimento, velocidade de alongamento e pressão de sopro). Inspeccionamos a uniformidade de cor em áreas como o ombro, o corpo e a base, prestando especial atenção à ocorrência de "embranquecimento por tensão" em regiões com alta razão de alongamento. Os resultados dos testes mostraram que nossa formulação apresentou desempenho estável dentro da janela de parâmetros de processo definida pelo cliente, com ΔE ≤ 0,5 em todas as áreas.
Testes de Tensão Ambiental e Envelhecimento: Simulamos diversos ambientes agressivos aos quais o produto poderia estar exposto, desde a fábrica até o consumo final pelo usuário:
Garrafas finalizadas preenchidas com água foram colocadas em um congelador a -5 °C e submetidas a ciclos repetidos de congelamento-descongelamento.
Foram colocadas em uma câmara de temperatura e umidade constantes a 40 °C e 90% UR por 15 dias para simular o armazenamento em depósitos sob condições de alta temperatura e alta umidade.
Foram irradiadas continuamente em uma câmara de envelhecimento UV por 168 horas para simular a exposição prolongada à iluminação em prateleiras.
Após os ensaios, nenhuma das amostras apresentou alteração visível de cor, branqueamento ou degradação das propriedades mecânicas.
Ensaios de Compatibilidade e Segurança: Os pré-formados foram montados com as tampas e etiquetas retráteis especificadas pelo cliente e, em seguida, submetidos ao enchimento simulado (com água e solução ácida) e ao armazenamento de longo prazo. Avaliamos se houve migração de pigmentos ou aditivos para o conteúdo; todos os parâmetros atenderam às normas FDA, UE e GB para materiais em contato com alimentos.
O sucesso no laboratório é apenas o primeiro passo; a consistência na produção em massa é o verdadeiro termômetro da capacidade personalizada. Para este projeto, lançamos um plano dedicado de produção e controle de qualidade chamado "Guardião da Cor", que abrange o controle de ponta a ponta, desde as matérias-primas até os produtos acabados.
1. Dosagem Digital de Precisão
Durante a etapa de pré-tratamento das matérias-primas, utilizamos um sistema inteligente de dosagem gravimétrica para proporcionalizar com precisão o masterbatch personalizado e a resina básica de PET. O sistema monitora dinamicamente o peso de descarga dezenas de vezes por segundo e ajusta automaticamente a velocidade de alimentação, garantindo que a precisão da proporção de mistura seja mantida dentro de ±0,03%. Esse controle de precisão na origem fixa a referência de cor do pré-formado no nível "genético", evitando diferenças de cor entre lotes causadas por flutuações na dosagem.
2. Monitoramento Online em Todo o Processo
Na linha de moldagem por injeção, integramos um sistema online de medição de cor em tempo real baseado em espectroscopia. O sistema realiza uma varredura de espectro completo imediatamente após a ejeção dos pré-formados de cada ciclo e de cada cavidade, comparando os dados de cor (valores Lab) com a faixa de tolerância padrão. Se a tendência da diferença de cor detectada ultrapassar o intervalo de controle CPK predefinido, o sistema envia um alerta para o console central de controle em poucos segundos e pode ajustar automaticamente parâmetros como pressão de recuo e curso de dosagem na máquina de moldagem por injeção, realizando um ajuste dinâmico em malha fechada durante a produção e garantindo que cada pré-formado fique dentro da "zona de aceitação de cor".
3. Sistema de Verificação de Qualidade em Múltiplos Níveis
Além do monitoramento online, estabelecemos uma cadeia de verificação de qualidade em três níveis: "amostragem online – verificação offline – certificação laboratorial."
Amostragem Online: A cada meia hora, a linha de produção captura automaticamente 5 pré-formas, que são comparadas visualmente sob uma cabine de luz padrão por inspetores de qualidade, com foco na correspondência da tonalidade, saturação e clareza em relação à amostra de referência.
Verificação Off-line: Amostras do mesmo lote são simultaneamente enviadas ao laboratório para medição digital com um colorímetro de bancada de alta precisão, gerando relatórios de inspeção que incluem valores Lab, ΔE e curvas espectrais.
Certificação Laboratorial: Para cada lote de produção, são retidas e armazenadas em uma biblioteca de amostras controlada quanto à temperatura e umidade 30 amostras representativas, garantindo rastreabilidade e comparação a longo prazo. Todos os dados de ensaio são consolidados em um arquivo digital de qualidade. Os clientes podem acessar, a qualquer momento, por meio de um portal dedicado, todas as informações de rastreabilidade de qualidade de seus pedidos, alcançando total transparência.
Por meio da operação do sistema acima descrito, este projeto alcançou desempenho excepcional na produção contínua em grande volume, com mais de 99% das amostras apresentando valores de ΔE inferiores a 0,6 — muito acima da meta estabelecida pelo cliente de 0,8.
Três meses após a entrega do projeto, recebemos feedback positivo de diversos departamentos do cliente. Os resultados foram validados tanto nas dimensões comerciais quanto na cadeia de suprimentos.
1. Desempenho no Mercado
Segundo compartilhado pelo cliente, após o lançamento da nova série de produtos utilizando o pré-formado personalizado 'Azul-Lago' nas regiões-chave, seu desempenho superou amplamente as expectativas:
Sem campanhas publicitárias em larga escala, a cor exclusiva da embalagem gerou considerável compartilhamento espontâneo pelos consumidores nas mídias sociais já na primeira semana de exposição nas prateleiras, impulsionando precocemente a comunicação boca a boca.
O cliente encomendou uma pesquisa de terceiros sobre os fatores que influenciam a compra do novo produto. Os resultados mostraram que «a cor da garrafa é bonita e tranquilizante» foi citada por uma proporção significativa de consumidores como um dos principais motivos para a primeira compra, ficando em segundo lugar apenas após «confiança na fonte da água».
Nos dois meses seguintes ao lançamento, o novo produto atingiu mais de 120% de sua meta de vendas, ajudando o cliente a estabelecer rapidamente uma presença de marca diferenciada no mercado regional de águas premium, com alguns canais chegando mesmo a enfrentar rupturas de estoque e necessitar de novos pedidos.
2. Desempenho da Produção e da Cadeia de Suprimentos
Os pré-formados personalizados apresentaram excelente estabilidade no processamento, com uma taxa de rendimento na moldagem por sopro consistentemente superior a 99,5% na linha de produção do cliente — um ganho de cerca de um ponto percentual em comparação com os pré-formados de uso geral anteriormente utilizados pelo cliente, reduzindo efetivamente os desperdícios na produção.
Devido à ausência de diferença de cor entre lotes de pré-formas, o cliente não precisou ajustar repetidamente os parâmetros de moldagem por sopro durante as trocas de lote, melhorando a eficiência geral do equipamento.
A estabilidade de cor dessas pré-formas resistiu ao teste da produção em diferentes estações e ambientes de temperatura, estabelecendo uma base confiável para o fornecimento estável a longo prazo.
3. Acumulação de Ativos da Marca
Este "Azul-Lago de Exclusividade para Clientes" foi registrado pelo cliente para proteção de propriedade intelectual relativa ao design de aparência e à cor, tornando-se formalmente um dos elementos centrais do sistema de identidade visual da marca. O cliente planeja estender esta cor a outras linhas de produtos sob a mesma marca (como bebidas esportivas, água com gás, etc.), formando uma genealogia visual unificada da marca. Entregamos ao cliente um dossiê técnico completo para esta cor, incluindo: valores-padrão no espaço Lab, código da fórmula personalizada de masterbatch, modelo de parâmetros do processo produtivo e instruções de trabalho para controle de qualidade, fornecendo uma base técnica integral para o controle de qualidade interno futuro do cliente ou para o desenvolvimento de um fornecedor secundário.
Todo o processo deste projeto personalizado de pré-forma de 45 mm na cor Azul-Lago reafirma mais uma vez diversos princípios centrais que se tornam cada vez mais importantes no atual ambiente de mercado:

1. A competitividade da cor da embalagem começa na Preform Fase de Personalização
Adicionar cor à embalagem finalizada (por exemplo, por meio de pulverização ou rotulagem) é frequentemente custoso, inconsistente e não ambientalmente sustentável. Uma diferenciação de cor verdadeiramente de alto valor deve ser realizada na origem — na fase do pré-formado. Ao incorporar um masterbatch proprietário à resina base de PET, a cor 'cresce' dentro da parede da garrafa, nunca descascando nem desgastando-se, e mantém-se altamente consistente em toda a cadeia de suprimentos.
2. A Cor É uma Estética Emocional, Mas Também uma Ciência de Precisão
Por trás de uma cor aparentemente simples, encontram-se múltiplas disciplinas: compatibilidade de materiais poliméricos, projeto óptico, dosagem precisa, inspeção online, entre outras. A personalização bem-sucedida de cores exige uma colaboração profunda entre a marca e seu parceiro da cadeia de suprimentos em todas as etapas — criatividade, materiais, processo e controle de qualidade — e não se limita simplesmente a 'escolher uma amostra de cor e instruir a fábrica a produzi-la.'
3. O Papel do Fornecedor Está Evoluindo de Executor para Co-Criador
Não somos mais apenas produtores que recebem pedidos passivamente e os executam conforme as especificações. Somos parceiros proativos de "cor da marca", envolvidos desde a fase criativa do cliente, oferecendo suporte técnico sistemático. Nosso valor reside não apenas em "tornar isso realidade", mas também em "ajudar o cliente a pensar sobre isso" — transformando conceitos de marca vagos em parâmetros técnicos quantificáveis e construindo uma ponte confiável entre criatividade e produção em massa.
4. A Melhor Colaboração É Aquela em Que a Marca do Cliente Torna-se Mais Reconhecível Graças a Nós
Quando um consumidor para diante do expositor, pega a garrafa na mão e, por fim, realiza a compra por causa daquele toque único de Azul-Lago, essa é a confirmação mais autêntica da nossa capacidade profissional. Aguardamos com entusiasmo criar esses momentos juntamente com cada cliente visionário.
Deixe a cor falar por sua marca e deixe a tecnologia proteger sua criatividade.
Concentramo-nos em concretizar a visão da sua marca em cada grama de material, criando assim esse cenário único no mercado.

Taizhou Huangyan Jinting Plastic Mould.,LTD é um fabricante profissional de pré-formas PET com mais de 25 anos de experiência. Certificada conforme ISO9001/ISO22000, oferecemos pescoços personalizados (28–55 mm), cores, pesos e moldes para marcas de água/bebidas. Contate-nos hoje.
Zona Industrial Puhui, cidade de Toutuo, distrito de Huangyan, cidade de Taizhou, província de Zhejiang, China
Copyright © 2026 Taizhou Huangyan Jinting Plastic Mould.,LTD. Todos os direitos reservados. Política de Privacidade
