

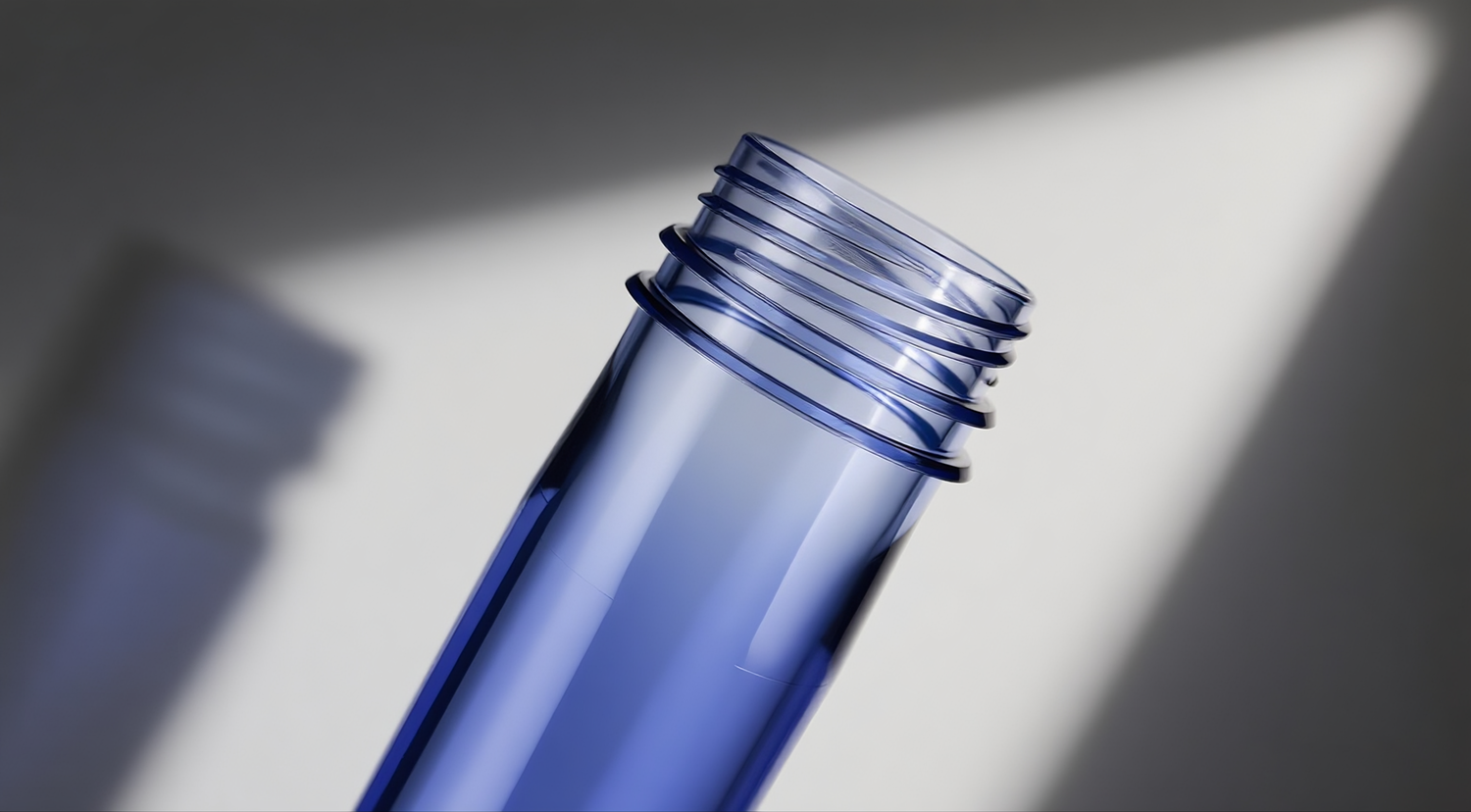
Nella crescente concorrenza odierna per attirare l’attenzione visiva nel settore dei beni di consumo, il colore ha da tempo smesso di essere semplice decorazione dell’imballaggio; è diventato il legame emotivo più diretto tra un marchio e i suoi consumatori. Un prodotto di successo spesso comunica la sua proposta di valore chiave già al primo sguardo—ancor prima che qualsiasi testo venga letto. Recentemente, abbiamo collaborato con un cliente impegnato a creare un’esperienza di marca «naturale, pura e rilassante», portando a termine con successo un progetto personalizzato di colore «Blu Lago» per preforme da 45 mm. Da un’ispirazione cromatica astratta fino alla produzione su larga scala stabile di milioni di preforme che illuminano gli scaffali della distribuzione al dettaglio, questo percorso è stato una profonda co-creazione di valore, in cui tecnologia ed estetica hanno operato in stretta armonia. Di seguito ricostruiamo integralmente l’intero processo, nella speranza di offrire un punto di riferimento per ulteriori marchi che esplorano la strada della differenziazione dell’imballaggio.

Il cliente stava lanciando una nuova linea di acqua potabile premium, ispirata al concetto di «fresca come una sorgente montana, serena come un lago». All’inizio del progetto, il team di design del cliente ha portato una foto di un lago alpino avvolto dalla nebbia mattutina: l’acqua presentava una sfumatura delicata tra il blu e il verde, chiara, morbida e tranquilla. Il cliente desiderava che il colore della bottiglia diventasse il linguaggio centrale del prodotto: un blu esclusivo in grado di evocare istantaneamente fonti d’acqua pura e di trasmettere una sensazione di «freschezza, purezza e rilassamento».

Attraverso numerose discussioni approfondite con i team del cliente responsabili del prodotto, del marketing e della catena di fornitura, abbiamo gradualmente tradotto questa aspirazione emotiva in obiettivi tecnici e commerciali concreti e attuabili:
1. Visualizzazione dell’atmosfera del brand
Questo non era un semplice azzurro chiaro o celeste. Doveva avere una sottile sfumatura verdognola, unendo sia la calma e la razionalità del blu, sia la vitalità e la naturalità del verde. Inoltre, questo blu doveva mantenere un aspetto visivo coerente in diverse condizioni di illuminazione:
Sotto la luce bianca fredda dei refrigeratori nei supermercati, doveva apparire fresco e traslucido, mai spento.
Sotto la luce gialla calda dei tavoli da pranzo domestici, doveva rimanere morbido e confortevole, mai eccessivamente appariscente.
Alla luce naturale esterna, doveva restituire la texture trasparente dell’acqua di un lago, senza alcuna variazione cromatica.
In sintesi, il cliente non voleva «una bottiglia blu»; voleva «una bottiglia che sembrasse contenere una pozza d’acqua lacustre».
2. Potere distintivo sul mercato
Nel mercato attuale dell’imballaggio per acqua potabile, le bottiglie trasparenti in PET continuano a dominare. Le poche marche che sperimentano confezioni blu si concentrano prevalentemente su tonalità di blu scuro o verde menta. Il cliente sperava che questo esclusivo «blu lago» creasse un impatto visivo distintivo sui refrigeratori o sugli scaffali dei supermercati, consentendo ai consumatori di riconoscere istantaneamente «quella è la marca dal blu lago» tra una miriade di bottiglie. Allo stesso tempo, il colore doveva trasmettere una sensazione di qualità e un tono naturale superiori a quelli dei concorrenti, sostenendo così la strategia del cliente di prezzo premium.
3. Standard industriali rigorosi
Un’idea cromatica affascinante deve essere realizzata in modo stabile attraverso processi industriali, altrimenti non può generare un reale valore commerciale. Il cliente ha formulato tre requisiti tecnici fondamentali:
Assoluta coerenza cromatica: La quantità iniziale dell'ordine era nell'ordine dei milioni, con ulteriori ordini di ripetizione previsti. La differenza di colore (ΔE) tra i preforma prodotti in lotti di produzione diversi e su diverse macchine per lo stampaggio ad iniezione doveva essere controllata in modo costante al di sotto di 0,8 (indistinguibile ad occhio nudo), garantendo che i prodotti provenienti dallo stesso lotto e da lotti diversi apparissero identici al punto vendita.
Sicurezza e conformità: Tutti i componenti del masterbatch colorato e gli additivi aggiunti dovevano rispettare i regolamenti più stringenti a livello globale per i materiali a contatto con gli alimenti (ad esempio FDA, UE 10/2011, serie GB 4806), garantendo la massima sicurezza durante l’uso prolungato, senza migrazione né essudazione dei coloranti.
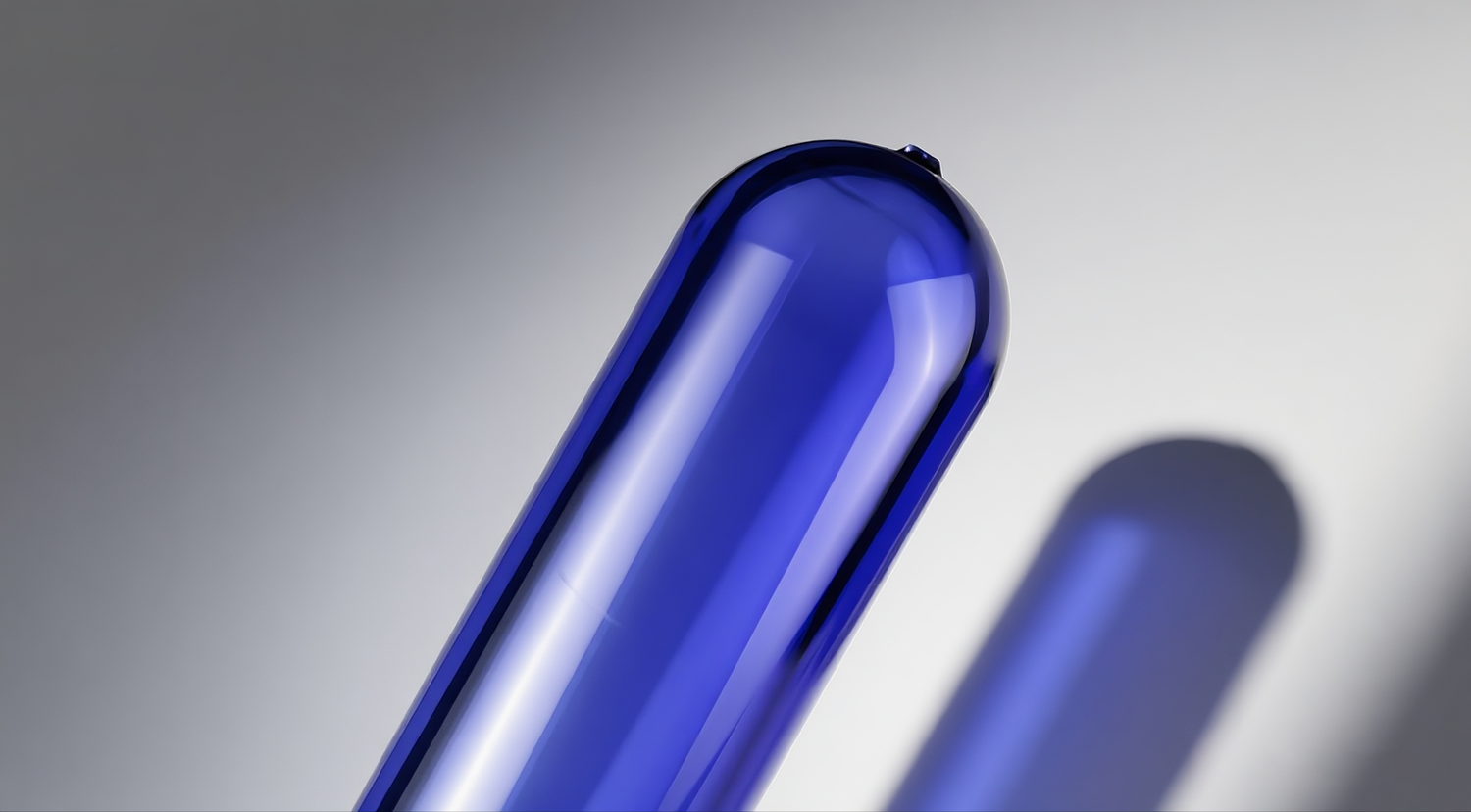
Compatibilità del processo: I preformati da 45 mm erano necessari per adattarsi perfettamente alle esistenti linee ad alta velocità del cliente per lo stampaggio per soffiatura e il riempimento. Dopo lo stampaggio per soffiatura, il colore su tutte le parti della bottiglia (spalla, corpo, base) doveva essere uniforme, senza alcun ingiallimento indotto da stiramento e senza compromettere le proprietà meccaniche (ad es. resistenza alla compressione, resistenza agli urti) o le proprietà barriera della bottiglia.
Trasformare l’emozionale «Blu Lago d’Acqua» in milioni di prodotti stabili e coerenti ha richiesto metodi scientifici rigorosi e competenze ingegneristiche avanzate. A tale scopo, abbiamo avviato il nostro interno «Processo di sviluppo personalizzato dei colori», eseguito congiuntamente dal Laboratorio Colori, dal Centro Ricerca e Sviluppo Materiali, dal Dipartimento di Ingegneria dei Processi e dal Team di Controllo Qualità.
Fase 1: Definizione digitale e conferma del colore
Il nostro laboratorio colore ha tenuto sessioni di lavoro congiunte con il team creativo del cliente. Innanzitutto, utilizzando la guida ai colori Pantone come biblioteca di riferimento, abbiamo esaminato quasi 20 campioni cromatici candidati e selezionato le cinque tonalità di blu più vicine all’intento del cliente. Successivamente, mediante uno spettrofotometro ad alta precisione, abbiamo acquisito digitalmente questi cinque colori ed effettuato confronti visivi sotto tre sorgenti luminose standard: D65 (luce diurna simulata), TL84 (luce bianca fredda simulata, tipica dei centri commerciali) e sorgente luminosa A (luce gialla calda simulata).
Dopo tre cicli di selezione e di verifica in loco con il cliente, abbiamo eliminato le opzioni troppo verdi (che apparivano poco pregiate) o troppo blu (che apparivano fredde e aggressive), giungendo infine a una tonalità unica che combinava «chiarezza» e «morbidezza» — un blu a bassa saturazione con una lieve sfumatura verde. Abbiamo definito i valori precisi nello spazio colore Lab (L , a , b*) per questo colore e impostare anche gli intervalli obiettivo di lucentezza e di trasmissione luminosa, in modo che la bottiglia finita, quando illuminata, presenti la texture calda e traslucida dell’acqua di un lago, anziché un aspetto opaco plastico o latteo.
Fase 2: Sviluppo personalizzato e ottimizzazione del masterbatch per colore spot
I masterbatch generici non erano in grado di soddisfare questo particolare requisito cromatico, né di garantire la stabilità lotto dopo lotto. Il nostro Centro Ricerca e Sviluppo Materiali ha sviluppato un masterbatch personalizzato «Blu Lago d’Acqua», esclusivamente per questo cliente. L’intero processo ha richiesto circa tre settimane ed è stato sottoposto a sei cicli di aggiustamenti della formulazione:
Selezione del veicolo: Abbiamo abbandonato i vettori per masterbatch generici disponibili sul mercato e abbiamo optato per un copoliestere di alta prestazione, idoneo al contatto con alimenti, come materiale vettore. Questo vettore presenta un’elevatissima compatibilità con la resina di base in PET utilizzata dal cliente per la produzione dei preforma, garantendo una dispersione uniforme dei coloranti durante l’estrusione in fase fusa ed evitando la formazione di macchie cromatiche, striature o il degrado delle proprietà meccaniche dei preforma causato da scarsa compatibilità.
Costruzione del sistema di pigmenti: Abbiamo selezionato pigmenti compositi organici e inorganici di alta qualità, resistenti al calore (in grado di sopportare le temperature di stampaggio ad iniezione del PET, pari a 270–290 °C) e alla migrazione. Il pigmento organico conferisce una tinta vivida, mentre quello inorganico offre un’elevata potere coprente e resistenza alle intemperie. Entrambi i pigmenti sono stati sottoposti a un trattamento superficiale speciale e a processi di pre-dispersione per garantire un’uniformità di distribuzione a livello nanometrico all’interno del masterbatch.
Combinazione precisa di additivi funzionali: Nella formulazione del masterbatch, abbiamo combinato scientificamente tre additivi funzionali:
Stabilizzante alla luce: Assorbe o scherma efficacemente la luce ultravioletta, prevenendo l’ingiallimento o lo sbiadimento dei preforma durante l’esposizione prolungata alla luce nei magazzini o sugli scaffali dei punti vendita.
Antiossidante: Inibisce la degradazione termo-ossidativa della resina PET durante la lavorazione a elevate temperature, proteggendo le proprietà meccaniche della bottiglia ed evitando variazioni di colore causate dalla degradazione della resina.
Chiarificatore ottico: Aggiunto in tracce, ottimizza il percorso di trasmissione e diffusione della luce all’interno della parete della bottiglia, migliorandone la trasparenza e simulando l’effetto visivo dell’acqua limpida che riflette la superficie di un lago, facendo così ‘vivere’ il colore anziché lasciarlo apparire superficiale.
Fase 3: Simulazione completa del processo e test estremi
Prima della produzione in serie formale, abbiamo dedicato circa due settimane alla validazione sistematica dei campioni e a test estremi per garantire che la formulazione funzionasse in modo affidabile durante il passaggio alla scala industriale e nelle applicazioni finali:
Test del processo di soffiatura: I preforme sperimentali sono stati inviati a una macchina per la soffiatura designata dal cliente (o a un modello equivalente) e sottoposti a soffiatura di prova con diversi parametri di processo (ad es. temperatura di riscaldamento, velocità di stiramento, pressione di soffiatura). Abbiamo ispezionato l’uniformità del colore nelle aree quali spalla, corpo e base, prestando particolare attenzione all’eventuale comparsa di “candeggiamento da sollecitazione” nelle zone ad alto rapporto di stiramento. I risultati dei test hanno dimostrato che la nostra formulazione ha funzionato in modo stabile all’interno della finestra dei parametri di processo definita dal cliente, con un valore di ΔE ≤ 0,5 in tutte le aree.
Test di stress ambientale e invecchiamento: Abbiamo simulato vari ambienti severi ai quali il prodotto potrebbe essere esposto, dallo stabilimento fino al consumo da parte dell’utente finale:
Le bottiglie finite riempite d'acqua sono state poste in un congelatore a -5 °C e sottoposte a cicli ripetuti di congelamento-scongelamento.
Sono state collocate in una camera climatica a temperatura e umidità costanti a 40 °C e 90% UR per 15 giorni, per simulare lo stoccaggio in magazzino a elevata temperatura ed elevata umidità.
Sono state irradiate continuamente in una camera di prova invecchiamento UV per 168 ore, per simulare l’esposizione prolungata alla luce negli scaffali.
Dopo i test, nessun campione ha mostrato variazioni visibili del colore, ingiallimento o degradazione delle proprietà meccaniche.
Test di compatibilità e sicurezza: I preformati sono stati assemblati con i tappi e le etichette termoretraibili specificati dal cliente, quindi sottoposti a riempimento simulato (con acqua e soluzione acida) e a stoccaggio prolungato. Abbiamo verificato la presenza di migrazione di pigmenti o additivi nel contenuto; tutti gli indicatori erano conformi agli standard FDA, UE e GB per i materiali a contatto con alimenti.
Il successo in laboratorio è solo il primo passo; la coerenza nella produzione di massa è il vero banco di prova della capacità di personalizzazione. Per questo progetto, abbiamo lanciato un piano dedicato di produzione e controllo qualità denominato «Color Guardian», che garantisce un controllo end-to-end, dalla materia prima al prodotto finito.
1. Dosaggio digitale di precisione
Durante la fase di pretrattamento della materia prima, abbiamo utilizzato un sistema intelligente di dosaggio gravimetrico per proporzionare con precisione il masterbatch personalizzato e la resina base in PET. Il sistema monitora dinamicamente il peso di scarico decine di volte al secondo e regola automaticamente la velocità di alimentazione, garantendo che l’accuratezza del rapporto di miscelazione sia mantenuta entro ±0,03%. Questo controllo di precisione a livello di origine fissa la baseline cromatica del preforma a livello «genetico», prevenendo differenze cromatiche tra lotti causate da fluttuazioni nel dosaggio.
2. Monitoraggio online su tutto il processo
Sulla linea di stampaggio ad iniezione, abbiamo integrato un sistema di misurazione del colore in tempo reale basato sulla spettroscopia. Il sistema esegue una scansione a spettro completo immediatamente dopo l’espulsione dei preforma provenienti da ogni ciclo e da ogni cavità, confrontando i dati di colore (valori Lab) con l’intervallo di tolleranza standard. Se la tendenza della differenza cromatica rilevata supera il campo di controllo CPK preimpostato, il sistema invia un avviso alla console centrale di controllo entro pochi secondi e può regolare automaticamente parametri quali la pressione di ritorno e la corsa di dosatura sulla macchina per lo stampaggio ad iniezione, realizzando così un aggiustamento dinamico in loop chiuso durante la produzione e garantendo che ogni preforma rientri nella «zona colore accettabile».
3. Sistema di verifica della qualità a più livelli
Oltre al monitoraggio in tempo reale, abbiamo istituito una catena di verifica della qualità articolata su tre livelli: «prelievo campioni in linea – verifica offline – certificazione di laboratorio».
Prelievo campioni in linea: Ogni mezz'ora, la linea di produzione acquisisce automaticamente 5 preforme, che vengono confrontate visivamente sotto una cabina luminosa standard da parte degli ispettori qualità, con particolare attenzione alla corrispondenza di tonalità, saturazione e chiarezza rispetto al campione di riferimento.
Verifica offline: Campioni provenienti dallo stesso lotto vengono contemporaneamente inviati al laboratorio per la misurazione digitale mediante un colorimetro da banco ad alta precisione, generando rapporti di ispezione che includono i valori Lab, ΔE e le curve spettrali.
Certificazione del laboratorio: Per ogni lotto di produzione vengono conservati e archiviati in una biblioteca campioni controllata quanto a temperatura e umidità 30 campioni rappresentativi, al fine di garantire tracciabilità a lungo termine e confrontabilità. Tutti i dati di prova vengono consolidati in un archivio digitale della qualità. I clienti possono accedere in qualsiasi momento, tramite un portale dedicato, a tutte le informazioni relative alla tracciabilità qualitativa dei propri ordini, raggiungendo così una piena trasparenza.
Grazie al funzionamento del sistema sopra descritto, questo progetto ha ottenuto prestazioni eccezionali nella produzione continua su larga scala, con oltre il 99% dei campioni che presentava valori di ΔE inferiori a 0,6 — molto al di sotto dell’obiettivo del cliente, pari a 0,8.
Tre mesi dopo la consegna del progetto, abbiamo ricevuto feedback positivi da più reparti del cliente. I risultati sono stati convalidati sia sul piano commerciale sia su quello della catena di approvvigionamento.
1. Performance sul mercato
Secondo quanto riferito dal cliente, dopo il lancio della nuova serie di prodotti — che utilizza il preformato personalizzato «Blu Lago» — nelle regioni chiave, i risultati hanno ampiamente superato le aspettative:
Senza ricorrere a campagne pubblicitarie su larga scala, il colore unico dell’imballaggio ha innescato, già nella prima settimana di esposizione sugli scaffali, una notevole condivisione spontanea da parte dei consumatori sui social media, generando fin da subito un passaparola efficace.
Il cliente ha commissionato un'indagine di terze parti sui fattori che influenzano l’acquisto del nuovo prodotto. I risultati hanno mostrato che «il colore della bottiglia è bello e rilassante» è stato citato da una percentuale significativa di consumatori come una delle principali ragioni dell’acquisto iniziale, seconda soltanto alla «fiducia nella fonte dell’acqua».
Entro due mesi dal lancio, il nuovo prodotto ha raggiunto oltre il 120% del proprio obiettivo di vendita, contribuendo a far sì che il cliente stabilisse rapidamente una presenza distintiva del marchio nel mercato regionale delle acque premium, con alcuni canali che hanno persino registrato esaurimenti di stock e richieste di riordino.
2. Prestazioni della produzione e della catena di approvvigionamento
I preformati su misura hanno dimostrato un’eccellente stabilità di processo, con un tasso di resa nella soffiatura costantemente superiore al 99,5% sulla linea di produzione del cliente — un miglioramento di circa un punto percentuale rispetto ai preformati standard precedentemente utilizzati dal cliente, riducendo efficacemente gli scarti di produzione.
A causa dell'assenza di differenze cromatiche tra i diversi lotti di preforme, il cliente non ha dovuto regolare ripetutamente i parametri di soffiatura durante il passaggio da un lotto all'altro, migliorando così l'efficienza complessiva dell'attrezzatura.
La stabilità cromatica di queste preforme ha superato la prova della produzione in diverse stagioni e in ambienti con temperature variabili, gettando le basi per una fornitura stabile e affidabile a lungo termine.
3. Accumulo di asset del marchio
Questo «blu lago-acqua esclusivo per il cliente» è stato depositato dal cliente per la protezione del design estetico e della proprietà intellettuale del colore, diventando ufficialmente uno degli elementi fondamentali del sistema di identità visiva del marchio. Il cliente prevede di estendere questo colore ad altre linee di prodotto dello stesso marchio (ad esempio bevande sportive, acqua gassata, ecc.), creando una genealogia visiva unificata del marchio. Abbiamo consegnato al cliente un dossier tecnico completo relativo a questo colore, comprendente: valori standard CIELAB, codice formula del masterbatch personalizzato, modello dei parametri di processo produttivo, istruzioni operative per il controllo qualità, ecc., fornendo così una base tecnica completa per il futuro controllo qualità interno del cliente o per lo sviluppo di un fornitore secondario.
L’intero processo di questo progetto personalizzato di preforma da 45 mm in blu lago-acqua ha nuovamente confermato diversi principi fondamentali che stanno assumendo un’importanza crescente nell’attuale contesto di mercato:

1. La competitività cromatica dell’imballaggio inizia già nella Preformato Fase di personalizzazione
Aggiungere colore all’imballaggio finito (ad esempio mediante verniciatura o applicazione di etichette) è spesso costoso, poco uniforme e non rispettoso dell’ambiente. Una vera differenziazione cromatica ad alto valore deve essere realizzata alla fonte: nello stadio del preforma. Incorporando un masterbatch proprietario nella resina base in PET, il colore «cresce» all’interno della parete della bottiglia, senza mai staccarsi né consumarsi, garantendo un’elevata coerenza lungo l’intera catena di fornitura.
2. Il colore è estetica emotiva, ma anche una scienza precisa
Dietro un colore apparentemente semplice si nascondono diverse discipline: compatibilità dei materiali polimerici, progettazione ottica, dosaggio di precisione, ispezione in linea e molto altro. Una personalizzazione cromatica di successo richiede una profonda collaborazione tra il brand e il suo partner della catena di fornitura a ogni livello — creatività, materiali, processo, controllo qualità — e non si limita semplicemente a «scegliere un campione cromatico e chiedere alla fabbrica di produrlo».
3. Il ruolo del fornitore sta evolvendo da esecutore a co-creatore
Non siamo più semplici produttori che ricevono passivamente ordini ed eseguono secondo specifiche. Siamo partner proattivi per il "colore del marchio", coinvolti fin dalle prime fasi creative del cliente e in grado di fornire un supporto tecnico sistematico. Il nostro valore risiede non solo nel "realizzarlo", ma anche nel "aiutare il cliente a pensarci": traduciamo concetti di marca ancora indefiniti in parametri tecnici quantificabili e costruiamo un ponte affidabile tra creatività e produzione su larga scala.
4. La migliore collaborazione è quella in cui il marchio del cliente diventa più riconoscibile grazie a noi
Quando un consumatore si ferma davanti allo scaffale, prende in mano la bottiglia e, alla fine, effettua l’acquisto proprio a causa di quel tocco unico di Blu Lago d’Acqua, questa è la conferma più autentica della nostra competenza professionale. Non vediamo l’ora di creare insieme a ogni cliente lungimirante momenti come questi.
Lasci che il colore parli per il tuo marchio e che la tecnologia protegga la tua creatività.
Ci concentriamo sul tradurre la visione del tuo marchio in ogni grammo di materiale, creando così un panorama unico sul mercato.

Taizhou Huangyan Jinting Plastic Mould.,LTD è un produttore professionale di preforme PET con oltre 25 anni di esperienza. Certificata ISO9001/ISO22000, offre preforme personalizzate con collo (28–55 mm), colori, pesi e stampi per marchi di acqua/bevande. Contattaci oggi.
Zona Industriale Puhui, Città di Toutuo, Distretto di Huangyan, Città di Taizhou, Provincia dello Zhejiang, Cina
Diritti d'autore © 2026 Taizhou Huangyan Jinting Plastic Mould.,LTD. Tutti i diritti riservati. Informativa sulla privacy
