

In dem heutigen, immer intensiver werdenden Wettbewerb um visuelle Aufmerksamkeit bei Konsumgütern ist Farbe längst nicht mehr bloße Verpackungsdekoration; sie ist vielmehr die unmittelbarste emotionale Verbindung zwischen einer Marke und ihren Konsumenten geworden. Ein erfolgreiches Produkt vermittelt oft bereits beim ersten Blick seine zentrale Wertbotschaft – noch bevor ein einziger Text gelesen wird. Kürzlich haben wir mit einem Kunden zusammengearbeitet, der sich der Schaffung einer „natürlichen, reinen und beruhigenden“ Markenerfahrung verschrieben hat, und konnten gemeinsam ein maßgeschneidertes Farbprojekt in „Wasser-See-Blau“ für 45-mm-Vorformlinge erfolgreich abschließen. Von der abstrakten Farbinspiration bis hin zur finalen, stabilen Serienproduktion von Millionen von Vorformlingen, die Regalflächen im Einzelhandel zum Leuchten bringen, war diese Reise eine tiefgreifende, gemeinsame Wertschöpfung, bei der Technologie und Ästhetik eng Hand in Hand gingen. Im Folgenden rekonstruieren wir den gesamten Prozess vollständig – in der Hoffnung, damit weiteren Marken eine Orientierungshilfe auf ihrem Weg zur Verpackungsdifferenzierung zu bieten.

Der Kunde lancierte eine Premium-Trinkwasserserie mit dem Motto „so frisch wie eine Bergquelle, so ruhig wie ein See.“ Zu Beginn des Projekts brachte das Design-Team des Kunden ein Foto eines alpinen Sees im Morgennebel mit – das Wasser zeigte einen zarten Farbton zwischen Blau und Grün, war klar, sanft und ruhig. Der Kunde wollte, dass die Flaschenfarbe selbst zur zentralen sprachlichen Aussage des Produkts wurde: ein exklusives Blau, das sofort reine Wasserquellen evoziert und das Gefühl von „kühl, rein und entspannend“ vermittelt.

Durch mehrere intensive Gespräche mit den Produkt-, Marketing- und Supply-Chain-Teams des Kunden übersetzten wir diese emotionale Zielvorstellung nach und nach in konkrete, umsetzbare technische und kommerzielle Ziele:
1. Veranschaulichung der Markenatmosphäre
Dieses Blau war kein gewöhnliches Hellblau oder Himmelblau. Es musste einen dezenten grünlichen Unterton aufweisen – sowohl die Ruhe und Rationalität des Blaus als auch die Lebendigkeit und Natürlichkeit des Grüns vermitteln. Darüber hinaus musste dieses Blau unter verschiedenen Lichtbedingungen ein konsistentes visuelles Erscheinungsbild bewahren:
Unter dem kühlen weißen Licht der Supermarktkühlschränke musste es erfrischend hell und durchscheinend wirken, nicht matt.
Unter dem warmen gelben Licht von heimischen Esstischen musste es weich und angenehm bleiben, nicht zu grell.
Im natürlichen Tageslicht im Freien musste es die durchsichtige Beschaffenheit von Seewasser wiederherstellen, ohne Farbveränderung.
Kurz gesagt: Der Kunde wollte keine „blaue Flasche“, sondern eine „Flasche, die aussieht, als enthielte sie eine kleine Seelache.“
2. Differenzierungskraft am Markt
Auf dem aktuellen Markt für Trinkwasserverpackungen dominieren nach wie vor klare PET-Flaschen. Die wenigen Marken, die mit blauer Verpackung experimentieren, konzentrieren sich meist auf dunkelblaue oder mintgrüne Sortimente. Der Kunde hoffte, dass dieses einzigartige „Wasser-See-Blau“ einen deutlichen visuellen Kontrast in den Kühlregalen oder Regalen von Supermärkten erzeugen würde – sodass Verbraucher „die seeblaue Marke“ sofort unter einer Flut von Flaschen erkennen können. Gleichzeitig musste die Farbe selbst ein hochwertiges und natürliches Erscheinungsbild vermitteln, das über das der Wettbewerber hinausgeht und die Premium-Preisstrategie des Kunden unterstützt.
3. Strenge industrielle Standards
Eine ansprechende Farbidee muss stabil über industrielle Fertigungsprozesse umgesetzt werden, andernfalls kann sie keinen echten kommerziellen Mehrwert schaffen. Der Kunde stellte drei zentrale technische Anforderungen:
Absolute Farbkonsistenz: Die erste Bestellmenge lag im Millionenbereich, wobei anschließend Wiederholungsbestellungen erwartet wurden. Die Farbdifferenz (ΔE) zwischen Vorformlingen aus verschiedenen Produktionschargen und unterschiedlichen Spritzgießmaschinen musste konstant unter 0,8 gehalten werden (für das bloße Auge nicht unterscheidbar), um sicherzustellen, dass Produkte derselben Charge sowie verschiedener Chargen am Verkaufsort identisch wirken.
Sicherheit und Konformität: Alle zugefügten Farbmasterbatch-Komponenten und Zusatzstoffe mussten den strengsten weltweiten Vorschriften für Lebensmittelkontaktmaterialien entsprechen (z. B. FDA, EU 10/2011, GB 4806-Reihe), um absolute Sicherheit bei langfristiger Verwendung zu gewährleisten – ohne Migration oder Ausbluten von Farbstoffen.
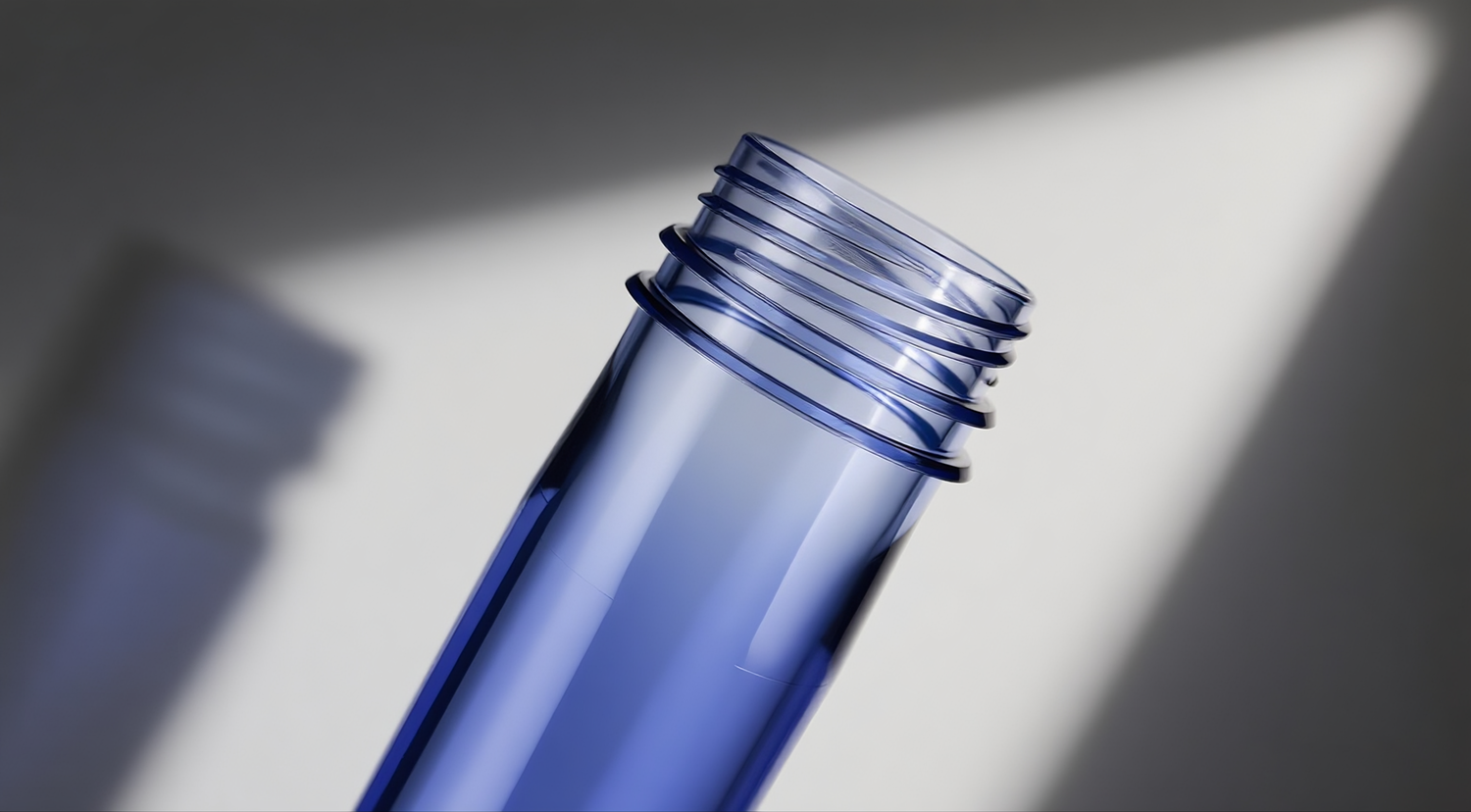
Prozesskompatibilität: Die 45-mm-Vorformlinge mussten exakt mit den bestehenden Hochgeschwindigkeits-Blasform- und Abfüllanlagen des Kunden kompatibel sein. Nach dem Blasformen musste die Farbe an allen Teilen der Flasche (Schulter, Körper, Boden) einheitlich sein, ohne durch Dehnung verursachtes Aufhellen und ohne die mechanischen Eigenschaften (z. B. Druckfestigkeit, Stoßfestigkeit) oder Barriereeigenschaften der Flasche zu beeinträchtigen.
Die Umwandlung der emotionalen Farbbezeichnung „Wasser-See-Blau“ in Millionen stabiler, konsistenter Produkte erforderte strenge wissenschaftliche Methoden und ingenieurtechnische Kompetenz. Zu diesem Zweck haben wir unseren internen „Prozess zur maßgeschneiderten Farbentwicklung“ initiiert, der gemeinsam vom Farblabor, dem Material-F&E-Zentrum, der Verfahrenstechnikabteilung und dem Qualitätskontrollteam durchgeführt wurde.
Phase 1: Digitale Farbdefinition und Bestätigung
Unser Farblabor führte gemeinsame Arbeitssitzungen mit dem kreativen Team des Kunden durch. Zunächst nutzten wir den Pantone-Farbführer als Referenzbibliothek, um nahezu 20 mögliche Farbproben zu prüfen und die fünf blauen Farbtöne auszuwählen, die der Vorstellung des Kunden am nächsten kamen. Anschließend erfassten wir diese fünf Farben digital mithilfe eines hochpräzisen Spektralphotometers und führten visuelle Vergleiche unter drei Standardlichtquellen durch: D65 (simuliertes Tageslicht), TL84 (simuliertes kühles Weißlicht von Einkaufszentren) und Lichtquelle A (simuliertes warmes Gelblicht).
Nach drei Runden der Auswahl und vor Ort erfolgter Bestätigung durch den Kunden eliminierten wir Optionen, die zu grün waren (und dadurch billig wirkten) oder zu blau (und dadurch kühl und hart wirkten), und entschieden uns schließlich für einen einzigartigen Farbton, der „Klarheit“ und „Weichheit“ vereinte – ein blauer Farbton mit geringer Sättigung und einer dezidierten grünen Untertonung. Wir legten präzise Werte im CIELAB-Farbraum fest (L , a , b*) für diese Farbe sowie Festlegung der Zielwerte für Glanz und Lichtdurchlässigkeit, um sicherzustellen, dass die fertige Flasche bei Beleuchtung die warme, durchscheinende Textur von Seewasser – und nicht einen stumpfen Kunststoff- oder milchigen Eindruck – vermittelt.
Phase 2: Individuelle Entwicklung und Optimierung des Spezialfarb-Masterbatches
Standard-Masterbatches konnten diese einzigartige Farbanforderung nicht erfüllen, noch konnten sie eine stabile Chargen-zu-Chargen-Konsistenz gewährleisten. Unser Materialforschungs- und -entwicklungszentrum entwickelte exklusiv für diesen Kunden ein maßgeschneidertes „See-Seeblau“-Masterbatch. Der gesamte Prozess dauerte etwa drei Wochen und umfasste sechs Runden der Formulierungsanpassung:
Trägerauswahl: Wir haben handelsübliche, allgemein verfügbare Masterbatch-Trägermaterialien aufgegeben und uns stattdessen für einen lebensmittelgeeigneten, hochleistungsfähigen Copolyester als Trägermaterial entschieden. Dieser Träger weist eine außerordentlich hohe Kompatibilität mit dem PET-Vorformling-Grundharz des Kunden auf, was eine gleichmäßige Dispergierung der Farbstoffe während der Schmelzeextrusion gewährleistet und Farbflecken, Streifen oder eine Verschlechterung der mechanischen Eigenschaften der Vorformlinge infolge mangelhafter Kompatibilität vermeidet.
Aufbau des Pigmentsystems: Wir wählten hochwertige organische und anorganische Kompositpigmente aus, die hitzebeständig (für PET-Spritzgießtemperaturen von 270–290 °C geeignet) und migrationsbeständig sind. Das organische Pigment verleiht eine lebendige Farbnuance, während das anorganische Pigment eine gute Deckkraft sowie Wetterbeständigkeit bietet. Beide Pigmente wurden einer speziellen Oberflächenbehandlung und Vorverteilungsprozessen unterzogen, um eine nanoskalige, gleichmäßige Verteilung innerhalb des Masterbatches sicherzustellen.
Präzise Kombination funktioneller Zusatzstoffe: In der Masterbatch-Formulierung haben wir wissenschaftlich drei funktionelle Zusatzstoffe kompoundiert:
Lichtstabilisator: Absorbiert oder schirmt effektiv ultraviolettes Licht ab und verhindert so eine Vergilbung oder Ausbleichung der Vorformlinge bei langfristiger Lichteinwirkung in Lagerräumen oder im Einzelhandel.
Antioxidans: Hemmt den thermo-oxidativen Abbau des PET-Harzes während der Hochtemperaturverarbeitung, schützt die mechanischen Eigenschaften der Flasche und vermeidet Farbveränderungen, die durch Harzabbau verursacht werden.
Optischer Klärer: Wird in Spuren zugegeben und optimiert den Weg der Lichtübertragung und -streuung innerhalb der Flaschenwand, wodurch die Klarheit der Flasche verbessert wird; zudem erzeugt er den visuellen Effekt klaren Wassers, das die Oberfläche eines Sees widerspiegelt, sodass die Farbe „lebendig“ wirkt, anstatt nur oberflächlich zu erscheinen.
Phase 3: Vollprozesssimulation und Extremtests
Vor der offiziellen Serienproduktion haben wir etwa zwei Wochen für systematische Mustervalidierung und Extremtests aufgewendet, um sicherzustellen, dass die Formulierung bei der Skalierung sowie in den Endanwendungen zuverlässig funktioniert:
Blasformprozess-Test: Probevorformlinge wurden an eine vom Kunden vorgegebene (oder eine gleichwertige) Blasmaschine gesandt und unter verschiedenen Prozessparametern (z. B. Erwärmungstemperatur, Streckgeschwindigkeit, Blasdruck) getestet. Wir prüften die Farbgleichmäßigkeit in Bereichen wie Schulter, Körper und Boden und achteten besonders darauf, ob in Bereichen mit hohem Streckverhältnis eine „Spannungsweißung“ auftrat. Die Testergebnisse zeigten, dass unsere Formulierung innerhalb des vom Kunden festgelegten Prozessparameterfensters stabil arbeitete, wobei ΔE ≤ 0,5 in allen Bereichen gemessen wurde.
Umweltspannungs- und Alterungstests: Wir simulierten verschiedene raue Umgebungen, denen das Produkt von der Fabrik bis zum Verbrauch durch den Endkunden ausgesetzt sein könnte:
Fertiggestellte Flaschen, die mit Wasser gefüllt waren, wurden in einen Gefrierschrank bei −5 °C gestellt und wiederholten Gefrier-Tau-Zyklen unterzogen.
Sie wurden 15 Tage lang in einer Klimakammer mit konstanter Temperatur und Luftfeuchtigkeit bei 40 °C und 90 % rel. Luftfeuchte gelagert, um eine Lagerung unter hochtemperaturigen und feuchten Bedingungen zu simulieren.
Sie wurden kontinuierlich 168 Stunden lang in einer UV-Aging-Prüfkammer bestrahlt, um die langfristige Einwirkung von Regalbeleuchtung zu simulieren.
Nach den Prüfungen zeigten keine der Proben eine sichtbare Farbveränderung, Aufhellung oder eine Verschlechterung der mechanischen Eigenschaften.
Verträglichkeits- und Sicherheitsprüfungen: Vorformlinge wurden mit den vom Kunden spezifizierten Verschlüssen und Schrumpfetiketten montiert und anschließend einer simulierten Abfüllung (mit Wasser und saurer Lösung) sowie einer Langzeitlagerung unterzogen. Wir prüften, ob Pigmente oder Zusatzstoffe in den Inhalt migrierten; alle Kennwerte entsprachen den geltenden Standards für Lebensmittelkontaktmaterialien der FDA, der EU und der GB-Normen.
Erfolg im Labor ist nur der erste Schritt; Konsistenz in der Serienfertigung ist der eigentliche Gradmesser für maßgeschneiderte Kompetenz. Für dieses Projekt haben wir einen speziellen Produktions- und Qualitätskontrollplan namens „Farb-Guardian“ gestartet, der eine durchgängige Kontrolle von den Rohstoffen bis zum Endprodukt umfasst.
1. Digitale Präzisionsdosierung
In der Phase der Rohstoffvorbehandlung verwendeten wir ein gravimetrisches, intelligentes Dosiersystem, um das kundenspezifische Masterbatch und das PET-Grundharz präzise zu dosieren. Das System überwacht dynamisch das Austragsgewicht mehrere Dutzend Male pro Sekunde und passt die Fördergeschwindigkeit automatisch an, wodurch sichergestellt wird, dass die Genauigkeit des Mischverhältnisses innerhalb von ±0,03 % gehalten wird. Diese präzise Steuerung auf Quellenebene fixiert die Farbbasis des Vorforms bereits auf „genetischer“ Ebene und verhindert farbliche Unterschiede zwischen den Chargen, die durch Schwankungen bei der Dosierung entstehen könnten.
2. Durchgängige Online-Überwachung
Auf der Spritzgießlinie haben wir ein online-basiertes Echtzeit-Farbmesssystem auf Spektroskopiebasis integriert. Das System führt unmittelbar nach dem Auswerfen der Vorformlinge aus jedem Schuss und jeder Kavität einen vollständigen Spektralscan durch und vergleicht die Farbdaten (L*a*b*-Werte) mit der vorgegebenen Toleranzhülle. Überschreitet die erkannte Farbabweichungstendenz den voreingestellten CPK-Kontrollbereich, sendet das System innerhalb weniger Sekunden eine Warnmeldung an die zentrale Steuerkonsole und kann automatisch Parameter wie Gegendruck und Dosierhub an der Spritzgießmaschine feinjustieren, wodurch eine dynamische geschlossene Regelung während der Produktion erreicht wird und sichergestellt ist, dass jeder Vorformling innerhalb der „farblich akzeptablen Zone“ liegt.
3. Mehrstufiges Qualitätsverifikationssystem
Neben der Online-Überwachung haben wir eine dreistufige Qualitätsverifikationskette etabliert: „Online-Stichprobe – Offline-Verifizierung – Laborzertifizierung.“
Online-Stichprobe: Alle halbe Stunde nimmt die Produktionslinie automatisch 5 Vorformlinge entgegen, die von Qualitätsprüfern visuell in einer Standard-Lichtkabine mit der Referenzprobe verglichen werden, wobei insbesondere auf Farbton, Sättigung und Klarheit geachtet wird.
Offline-Verifizierung: Proben aus derselben Charge werden gleichzeitig an das Labor zur digitalen Messung mittels eines hochpräzisen Tischfarbmessgeräts gesandt; daraus entstehen Prüfberichte, die Lab-Werte, ΔE und Spektralkurven enthalten.
Laborzertifizierung: Für jede Produktionscharge werden 30 repräsentative Proben entnommen und in einer temperatur- und feuchtigkeitsgeregelten Probensammlung für eine langfristige Rückverfolgbarkeit und Vergleichbarkeit aufbewahrt. Alle Prüfdaten werden in einem digitalen Qualitätsarchiv zusammengefasst. Kunden können jederzeit über ein dediziertes Portal auf die vollständigen Informationen zur Qualitätsrückverfolgbarkeit ihrer Aufträge zugreifen – dies gewährleistet volle Transparenz.
Durch den Betrieb des oben beschriebenen Systems erzielte dieses Projekt herausragende Leistungen bei der Hochvolumen-Dauerproduktion: Bei über 99 % der Proben lagen die ΔE-Werte unter 0,6 – deutlich besser als das vom Kunden angestrebte Ziel von 0,8.
Drei Monate nach Übergabe des Projekts erhielten wir positives Feedback aus mehreren Abteilungen des Kunden. Die Ergebnisse wurden sowohl in kommerzieller als auch in lieferkettenbezogener Hinsicht validiert.
1. Marktleistung
Laut Angaben des Kunden übertraf die Leistung der neuen Produktserie mit der maßgeschneiderten Vorfertigung in „Wasser-See-Blau“, nachdem sie in Schlüsselregionen eingeführt wurde, die Erwartungen deutlich:
Ohne groß angelegte Werbekampagnen löste die einzigartige Verpackungsfarbe bereits in der ersten Woche nach Ladenplatzierung beträchtliche spontane Verbraucher-Beiträge in sozialen Medien aus und generierte frühzeitig Mund-zu-Mund-Kommunikation.
Der Kunde beauftragte eine unabhängige Umfrage zu den Kaufmotiven für das neue Produkt. Die Ergebnisse zeigten, dass „die Flaschenfarbe ist schön und beruhigend“ von einem erheblichen Anteil der Verbraucher als einer der wichtigsten Gründe für den Erstkauf genannt wurde – nur knapp hinter „Vertrauen in die Wasserquelle“.
Innerhalb von zwei Monaten nach Markteinführung erreichte das neue Produkt über 120 % seines Verkaufsziels und half dem Kunden dabei, rasch eine differenzierte Markenpräsenz im regionalen Premium-Wassermarkt aufzubauen; in einigen Vertriebskanälen kam es sogar zu Lieferengpässen und Nachbestellungen.
2. Produktions- und Lieferkettenleistung
Die kundenspezifischen Vorformlinge wiesen eine ausgezeichnete Verarbeitungsstabilität auf, wobei die Blasformausbeute auf der Produktionsanlage des Kunden durchgängig über 99,5 % lag – ein Anstieg von rund einem Prozentpunkt gegenüber den bisher vom Kunden verwendeten Standardvorformlingen und damit eine wirksame Reduzierung der Produktionsabfälle.
Aufgrund der fehlenden Farbunterschiede zwischen den Vorformlingchargen musste der Kunde die Parameter für das Blasformen bei Chargenwechseln nicht wiederholt anpassen, was die Gesamtausrüstungseffizienz verbesserte.
Die Farbstabilität dieser Vorformlinge bewährte sich in der Produktion über verschiedene Jahreszeiten und Temperaturumgebungen hinweg und schuf eine zuverlässige Grundlage für eine langfristig stabile Lieferung.
3. Marken-Asset-Akkumulation
Dieses „kundenexklusive Wasser-See-Blau“ wurde vom Kunden für das Design des Erscheinungsbildes und den Schutz des Farbgeistes als geistiges Eigentum angemeldet und ist damit offiziell zu einem der Kernbestandteile seines visuellen Markenidentitätssystems geworden. Der Kunde plant, diese Farbe auf andere Produktlinien derselben Marke (z. B. Sportgetränke, Sprudelwasser usw.) auszudehnen, um eine einheitliche visuelle Markengenealogie zu bilden. Wir haben dem Kunden ein vollständiges technisches Dossier zu dieser Farbe übergeben, darunter: Labornormwerte, Code für die kundenspezifische Masterbatch-Formel, Vorlage für Produktionsprozessparameter sowie Arbeitsanweisungen für die Qualitätskontrolle – all dies bildet die umfassende technische Grundlage für die zukünftige interne Qualitätskontrolle des Kunden oder die Entwicklung eines sekundären Lieferanten.
Der gesamte Prozess dieses kundenspezifischen 45-mm-Vorformling-Projekts in Wasser-See-Blau bestätigt erneut mehrere Kernprinzipien, die im heutigen Marktumfeld zunehmend an Bedeutung gewinnen:

1. Die Farbwettbewerbsfähigkeit der Verpackung beginnt bei der Vorform Individualisierungsstufe
Farbgebung an fertigen Verpackungen (z. B. durch Sprühen oder Etikettieren) ist oft kostspielig, inkonsistent und nicht umweltfreundlich. Eine wirklich hochwertige Farbdifferenzierung sollte bereits an der Quelle – der Vorformling-Stufe – erfolgen. Durch die Zugabe eines proprietären Masterbatches in das PET-Grundharz wächst die Farbe „im Inneren“ der Flaschenwand und kann weder abblättern noch abnutzen; sie bleibt zudem über die gesamte Lieferkette hinweg hochgradig konsistent.
2. Farbe ist emotionale Ästhetik – aber auch eine Präzisionswissenschaft
Hinter einer scheinbar einfachen Farbe verbirgt sich ein Zusammenspiel mehrerer Disziplinen: Verträglichkeit von Polymerwerkstoffen, optisches Design, präzise Dosierung, Online-Inspektion und vieles mehr. Eine erfolgreiche Farbindividualisierung erfordert eine intensive Zusammenarbeit zwischen Marke und Lieferanten entlang der gesamten Wertschöpfungskette – bei Kreativität, Werkstoffen, Fertigungsprozess und Qualitätskontrolle – und nicht lediglich das Auswählen einer Farbprobe und die Anweisung an das Werk, diese umzusetzen.
3. Die Rolle des Lieferanten entwickelt sich vom Ausführer zum Co-Creator
Wir sind nicht mehr nur Produzenten, die passiv Aufträge entgegennehmen und nach Vorgaben verarbeiten. Wir sind proaktive „Markenfarb-Partner“, die bereits in der kreativen Phase des Kunden frühzeitig einsteigen und systematische technische Unterstützung leisten. Unser Wert liegt nicht nur darin, „es umzusetzen“, sondern auch darin, dem Kunden dabei zu helfen, „es durchzudenken“ – unscharfe Markenkonzepte in quantifizierbare technische Parameter zu übersetzen und eine zuverlässige Brücke zwischen Kreativität und Serienfertigung zu schlagen.
4. Die beste Zusammenarbeit ist diejenige, bei der die Marke des Kunden dank unserer Arbeit stärker wiedererkennbar wird
Wenn ein Verbraucher vor dem Regal stehen bleibt, die Flasche in die Hand nimmt und letztlich aufgrund dieses einzigartigen Farbtons „Water-Lake Blue“ den Kauf tätigt, dann ist dies die ehrlichste Bestätigung unserer fachlichen Kompetenz. Wir freuen uns darauf, gemeinsam mit jedem zukunftsorientierten Kunden solche Momente zu schaffen.
Lassen Sie Farbe für Ihre Marke sprechen und Technologie Ihre Kreativität schützen.
Wir konzentrieren uns darauf, Ihre Markenvision in jedes Gramm Material zu gießen und so jene einzigartige Szenerie auf dem Markt zu schaffen.

Taizhou Huangyan Jinting Plastic Mould., LTD ist ein professioneller Hersteller von PET-Preforms mit über 25 Jahren Erfahrung. Zertifiziert nach ISO9001/ISO22000, individuelle Hälse (28–55 mm), Farben, Gewichte und Formen für Wasser- und Getränkemarken. Kontaktieren Sie uns noch heute.
Puhui Industriegebiet, Stadt Toutuo, Bezirk Huangyan, Stadt Taizhou, Provinz Zhejiang, China
Urheberrecht © 2026 Taizhou Huangyan Jinting Plastic Mould.,LTD. Alle Rechte vorbehalten. Datenschutzrichtlinie
