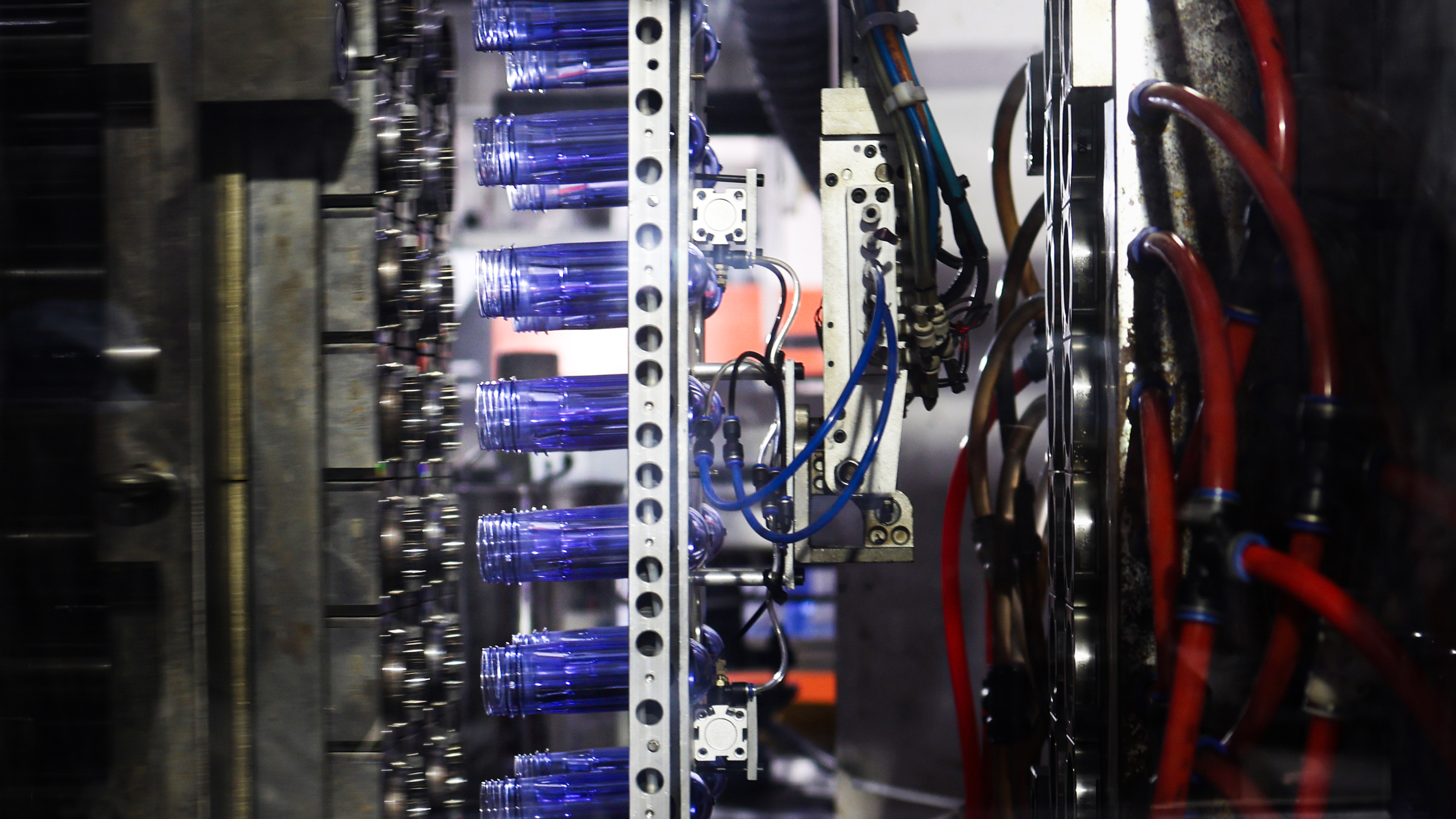
Comment une préforme PET transparente devient-elle une bouteille colorée ? Pourquoi certaines bouteilles colorées sont-elles vives et uniformes, tandis que d'autres présentent des taches, des stries ou même une décoloration ? La clé réside souvent dans le choix de l'agent colorant.
De plus en plus de marques recherchent une différenciation de leurs emballages – eau bleu clair, soda vert pâle, boissons énergétiques ambrées, boissons sportives roses… Toutes ces bouteilles colorées sont teintées dès l’étape de la préforme PET. Il existe deux méthodes principales pour colorer les préformes PET : mélange maître et colorant liquide .
 |
 |
 |
Quelles sont les différences entre ces deux méthodes de coloration ? Comment choisir pour des applications destinées au contact alimentaire ? Cet article les compare selon six critères : principe, coût, qualité, efficacité, sécurité et opérations pratiques, afin de vous aider à comprendre la logique sous-jacente au choix et à vous fournir des recommandations concrètes.
Le concentré coloré est un colorant solide. Son procédé de fabrication consiste à mélanger des pigments ou des colorants avec une résine porteuse, puis à chauffer, plastifier, mélanger et cisailer afin de disperser complètement le pigment dans la résine porteuse, suivis d’une extrusion et d’un granulage permettant d’obtenir des granulés de taille similaire à celle des copeaux de PET.

Autrement dit, il s’agit de « transformer les pigments en granulés plastiques qui ressemblent exactement à la résine de base ». Le concentré coloré est l’une des méthodes de coloration les plus couramment utilisées dans l’industrie plastique.
Composition typique d’un concentré coloré :
Pigment/Colorant : assure la coloration, généralement à hauteur de 10 % à 50 % en masse.
Résine Porteuse : compatible avec la résine de base (pour les préformes PET, le vecteur doit être en PET ou une résine présentant une bonne compatibilité avec le PET).
Dispersant : favorise la dispersion uniforme du pigment.
Autres additifs : antioxydants, absorbeurs UV, etc. (ajoutés selon les besoins).
Le colorant liquide est une concentration liquide de pigments sans résine, également appelée « masterbatch liquide ». Lors de sa fabrication, le pigment subit plusieurs étapes de broyage fin et de cisaillement à haute intensité, réduisant progressivement la taille des particules et écrasant les grosses particules afin d’assurer une dispersion homogène. Le produit final est une suspension liquide présentant une viscosité déterminée. Actuellement, les colorants liquides sont principalement utilisés pour la coloration des préformes PET en Chine.

Le colorant liquide est généralement dosé à l’aide d’une pompe de dosage dédiée et mélangé aux granulés PET au niveau de la trémie d’alimentation de la machine de moulage par injection afin de produire des préformes colorées.
Composition typique d’un colorant liquide :
Pigment/Colorant fournit la couleur, généralement à hauteur de 30 % à 70 % en poids — bien plus que les concentrations typiques des colorants sous forme de masterbatches.
Support liquide est généralement un plastifiant ou un oligomère compatible avec le PET, parfois une huile minérale ou une huile synthétique conforme aux normes alimentaires.
Dispersionniste / Stabilisant empêche le dépôt des pigments et assure la stabilité de la suspension.
Si le masterbatch ressemble à « des granulés pigmentés pré-mélangés », le colorant liquide ressemble à « un pigment liquide à haute concentration injecté directement ».
Il s'agit de la différence la plus marquée entre les deux.
Rapports d’ajout typiques :
| Type de colorant | Transparent clair (bleu clair, vert clair) | Teinte moyenne | Sombre/pleine (ambre, blanc cassé) |
|---|---|---|---|
| Mélange maître | 1%–2% | 2%–3% | 3%–5% |
| Colorant liquide | 0.1%–0.3% | 0.2%–0.6% | 0.5%–2.0% |

Le rapport d’ajout du colorant liquide est nettement inférieur à celui du concentré – typiquement de 20 % à 50 % de la dose de concentré pour obtenir la même teinte.
Exemple de calcul des coûts :
Supposons qu’une marque d’eau embouteillée doive produire 1 million de préformes bleu clair, chacune pesant 20 g – soit une consommation totale de PET de 20 tonnes métriques.
Solution au concentré : supposons un prix du concentré de 60 ¥/kg et un rapport d’ajout de 1,5 % ; la consommation de concentré = 20 000 kg × 1,5 % = 300 kg, coût = 300 × 60 = 18 000 ¥.
Solution au colorant liquide supposons un prix du colorant liquide de 150 ¥/kg, avec un taux d’ajout de 0,2 % ; la consommation est donc de 20 000 kg × 0,2 % = 40 kg, et le coût s’élève à 40 × 150 = 6 000 ¥.
Résultat : Le coût des matières premières pour le colorant liquide n’est que le tiers de celui du concentré colorant (masterbatch).
Attention : Le colorant liquide nécessite un équipement de dosage dédié (pompe doseuse), dont le coût varie entre 50 000 ¥ et 150 000 ¥ selon le nombre de machines à injecter. En outre, le prix du colorant liquide varie selon la teinte et le type de pigment utilisés. Par conséquent, il n’existe pas de solution absolument supérieure en termes de coût total : un calcul détaillé, fondé sur votre gamme de produits et vos volumes spécifiques, est indispensable.
En résumé : Le colorant liquide utilise moins de matière mais présente un prix unitaire plus élevé ; toutefois, son coût total est souvent inférieur. Le concentré colorant (masterbatch) utilise davantage de matière et possède un prix unitaire plus bas, mais son coût global est généralement plus élevé, notamment dans le cadre d’une production à grande échelle.
Les pigments des colorants liquides sont broyés finement jusqu’à des tailles inférieures à 500 nanomètres — cinquante fois plus fins que les pigments typiques des masterbatches — ce qui permet d’obtenir un effet de « l’absence totale de points ou de taches noires ». Le masterbatch, sous forme de granulés solides, repose sur le cisaillement exercé par la vis pour assurer la dispersion ; si l’équipement ou les conditions de procédé ne sont pas optimales, des agglomérats de pigments non dispersés peuvent apparaître sous forme de « points de couleur », de « taches de couleur » ou de « traînées ».

Comme le colorant liquide se disperse plus uniformément et subit une histoire thermique secondaire moindre pendant le procédé, les préformes colorées avec du colorant liquide présentent généralement une meilleure brillance et des couleurs plus vives. Cet avantage est particulièrement marqué sur les bouteilles transparentes claires et les bouteilles à très haute transparence.
La coloration liquide est dosée à l’aide de pompes de dosage à haute précision (précision allant jusqu’à ±0,5 %), ce qui entraîne de faibles différences de couleur d’un lot à l’autre. La coloration par maîtres-batch repose sur des systèmes de dosage automatique et présente généralement des variations plus importantes entre lots. Il est recommandé de signer un échantillon standard de couleur avec le fournisseur et de définir une plage de différence de couleur acceptable (par exemple, ΔE ≤ 0,8).
 |
 |
 |
 |
En résumé : Pour une haute transparence, un haut niveau de brillance et une faible différence de couleur, la coloration liquide présente un avantage ; pour les produits dont les exigences de précision chromatique sont modérées, notamment les couleurs sombres ou pleines, un maître-batch de haute qualité peut également répondre aux besoins.
Procédure de changement de couleur avec la coloration liquide :
Arrêter le dosage de la couleur en cours.
Rincer la vis avec des granulés de PET naturels (généralement seulement quelques dizaines de cycles).
Démarrer le dosage de la nouvelle couleur.
Obtenir généralement une nouvelle couleur stable en 30 à 60 minutes.
Procédure de changement de couleur avec le maître-batch :
Vider la trémie du maître-batch ancien.
Niveau affleurant avec les granulés naturels.
Le purgeage par vis peut nécessiter de 100 à 200 cycles.
Le passage d’une couleur foncée à une couleur claire peut prendre de 2 à 4 heures.
Pour une production en petites séries, multi-variétés et multi-couleurs, l’avantage du colorant liquide en matière de changement de couleur réduit de façon significative le taux de déchets et les temps d’arrêt.
 |
 |
 |
 |
Le colorant liquide nécessite des pompes de dosage dédiées et des canalisations, avec un investissement d’environ 30 000 à 100 000 ¥ par machine à injecter. Le concentré coloré (masterbatch) peut utiliser des systèmes de dosage automatique standards, avec des exigences matérielles moins élevées.
En résumé : Le colorant liquide convient aux lignes de production multi-variétés nécessitant fréquemment des changements de couleur, mais implique un investissement initial élevé en équipements ; le concentré coloré (masterbatch) convient à une production continue à grande échelle avec peu de changements de couleur, et requiert peu d’équipements spécifiques.
Colorant liquide :
Nécessite un nettoyage régulier des pompes de dosage et des canalisations (hebdomadaire ou mensuel) afin d’éviter les obstructions dues à la sédimentation ou au durcissement.
Les cuves de stockage nécessitent un brassage continu ou des secousses périodiques.
La durée de conservation est généralement de 6 à 12 mois.
Tuyauterie, de préférence avec isolation ou chauffage.
Concentré coloré :
Aucune maintenance spéciale n’est essentiellement requise – il suffit de le stocker dans un endroit sec.
Durée de conservation allant jusqu’à 2 à 3 ans.
Pour une production continue à grande échelle, la différence est minime. Pour une production par petites séries et à forte variété de produits, l’avantage du colorant liquide en matière de changement rapide de couleur est significatif, mais il nécessite un nettoyage et une maintenance plus fréquents des équipements.
En résumé : Le colorant liquide exige plus d’entretien, mais permet des changements de couleur plus rapides et génère moins de déchets ; le concentré coloré est plus facile à entretenir, mais les changements de couleur sont plus lents et produisent davantage de déchets lors des purges.
Il s’agit du critère le plus critique pour la coloration des préformes PET destinées aux applications alimentaires – non négociable.
Que ce soit sous forme de masterbatch ou de colorant liquide, les colorants utilisés dans les matériaux en contact avec les aliments doivent respecter les normes nationales de sécurité alimentaire. La norme actuelle en Chine est la norme GB 9685-2016 « Norme relative à l’emploi d’additifs dans les matériaux et objets destinés à entrer en contact avec les denrées alimentaires ». Pour les produits destinés à l’exportation, une conformité supplémentaire aux réglementations spécifiques aux marchés tels que le règlement (UE) n° 10/2011, la réglementation américaine FDA 21 CFR 178.3297, etc., est requise.
Risques potentiels liés au masterbatch :
Une résine porteuse incompatible peut provoquer un délaminage, une exsudation ou une migration.
Des pigments de qualité inférieure peuvent libérer des métaux lourds, des amines aromatiques, etc.
Certains additifs peuvent ne pas figurer sur la liste positive de la norme GB 9685.
Risques potentiels liés au colorant liquide :
En l’absence de résine porteuse, le risque de migration est théoriquement plus faible.
Le véhicule liquide doit également satisfaire aux exigences applicables aux matériaux en contact avec les aliments.

Lors de l’achat de colorants destinés à un usage alimentaire auprès de fournisseurs, demandez systématiquement et vérifiez :
Déclaration de conformité aux matériaux en contact avec les aliments
Rapports d'essais tiers (métaux lourds, migration d'amines aromatiques, etc.)
Liste des ingrédients
Certificat de conformité (CoC)
Pour les produits destinés à l'exportation, documents de conformité rédigés dans la langue du pays de destination
| Dimension de comparaison | Concentré coloré (solide) | Colorant liquide (liquide) |
|---|---|---|
| Forme physique | Granulés solides | Concentré liquide sans résine |
| Taux d'ajout typique | Léger transparent 1 %–2 % ; foncé 3 %–5 % | Léger transparent 0,1 %–0,3 % ; foncé 0,5 %–2 % |
| Uniformité de la dispersion | Correct, dépend du cisaillement de la vis | Excellent, finesse à l’échelle nanométrique |
| Éclat de la couleur | Équitable | Excellent, plus vif |
| Stabilité de la différence de couleur (ΔE) | Typiquement 0,5–1,5 | Typiquement 0,3–0,8 |
| Vitesse de changement de couleur | Lent, 1 à 4 heures | Rapide, 0,5 à 1 heure |
| Chutes de changement de couleur | Haut | Faibles |
| Exigence relative à l’équipement | Faibles | Élevé, nécessite une pompe de dosage dédiée |
| Investissement en équipement par machine | ¥0 | environ 30 000 à 100 000 ¥ |
| Coût de maintenance | Faibles | Relativement élevée |
| Durée de conservation | Long (2 à 3 ans) | Plus court (6 à 12 mois) |
| Sécurité alimentaire | Le véhicule porteur doit être compatible avec le PET ; les pigments doivent être conformes | Pas de véhicule porteur, risque de migration plus faible |
| Mode de production adapté | Grande échelle, peu de changements de couleur | Multi-variété, petite série, exigences élevées en matière d’apparence |
| Scénario de production | Colorant recommandé | Raison |
|---|---|---|
| Production de masse unique à grande échelle | Masterbatch de haute qualité | Investissement réduit dans les équipements, pas de changements fréquents de couleur |
| Multi-variété, petite série, fréquence élevée de changements de couleur | Colorant liquide | Changements de couleur rapides, moins de déchets |
| Haute transparence, couleurs claires, exigences strictes en matière de couleurs de marque | Colorant liquide | Dispersion excellente, bon brillant, faible différence de couleur |
| Bouteilles sombres, pleines et opaques | Soit une coloration sous forme de concentré (masterbatch), soit une coloration liquide | Les couleurs sombres présentent des exigences moindres en matière de dispersion |
| Grandes usines nécessitant à la fois des couleurs claires et sombres | Lignes parallèles | Profiter des avantages de chacune |

Produits à haut volume des marques alimentaires et de boissons → Colorant liquide recommandé. Couleur stable, bonne cohérence entre les lots.
Flacons pour produits chimiques industriels et ménagers → Une masterbatch de haute qualité suffit. Exigences moindres en matière de précision chromatique.
Cosmétiques, boissons haut de gamme et autres catégories « axées sur l’apparence » → Colorant liquide fortement recommandé. L’éclat et la brillance constituent des avantages concurrentiels essentiels.
Boissons pour enfants, emballages ludiques → Colorant liquide. Permet d’obtenir des effets spéciaux tels que nacré, fluorescent ou dégradé.

Quelle que soit la méthode choisie, veillez toujours à ce que :
Le colorant est conforme aux normes applicables (GB 9685, UE 10/2011, FDA, etc.).
Le fournisseur fournit des déclarations de conformité des matériaux en contact avec les aliments et des rapports d’essais.
Effectuer les inspections à réception nécessaires pour chaque lot (essai de solidité des couleurs, migration de métaux lourds, etc.).
Mettre en place un système de conservation et de traçabilité des colorants.
R : Oui, sur le plan technique, mais cela n’est pas recommandé. Leurs systèmes de dosage sont différents, et leur mélange augmente la complexité. Pour des effets spéciaux, consultez votre fournisseur afin d’obtenir une solution personnalisée.
R : Un colorant liquide de haute qualité n’a aucun effet. Toutefois, certains additifs présents dans des colorants liquides de moindre qualité peuvent se décomposer à haute température. Effectuez un essai avant la production en série afin de comparer les variations de la valeur IV et de la teneur en acétaldéhyde (AA).
A : Une immobilisation prolongée peut provoquer des obstructions. Recommandations : rincer les canalisations après chaque journée de production ; nettoyer la pompe si l’arrêt dépasse 4 heures ; effectuer un nettoyage approfondi une fois par semaine ; maintenir l’agitation du réservoir de colorant.
A : Pour les petits lots, le concentré coloré (masterbatch) est recommandé – aucune investissement dans une pompe de dosage n’est nécessaire, le mélange manuel est possible. Si une haute transparence est requise, empruntez une pompe de dosage portable ou utilisez un pré-mélange.
A : Le colorant liquide présente généralement un prix unitaire plus élevé, mais en raison de son faible taux d’incorporation, le coût total est souvent inférieur. Un calcul détaillé, fondé sur votre formulation de couleur et votre volume annuel, est nécessaire.
A : Oui, mais les couleurs se mélangent pour donner des teintes grises ou terne, utilisables typiquement uniquement pour des produits foncés ou noirs. Il est recommandé de trier et de stocker les chutes par couleur.
Les colorants sous forme de masterbatch et les colorants liquides représentent deux approches de coloration – solide contre liquide, traditionnelle contre avancée. Le masterbatch est une technologie mature et stable, avec des barrières d’équipement faibles et une maintenance simple. Le colorant liquide offre une meilleure dispersion, des couleurs plus vives, des changements de couleur plus rapides et des coûts à long terme réduits.

Revenons sur la question initiale : lequel choisir ?
Pour une production à grande échelle de couleurs standard et de bouteilles foncées avec des exigences modérées en matière de précision chromatique, un masterbatch de haute qualité suffit. Pour une personnalisation haut de gamme, des bouteilles claires ou transparentes exigeant une excellente expression chromatique, ainsi que des lignes de production nécessitant des changements fréquents de couleur, le colorant liquide constitue l’outil adapté.
Plus important encore, quel que soit le procédé choisi, la conformité aux normes alimentaires est une exigence absolue – elle concerne non seulement l’apparence esthétique de la préforme, mais aussi la sécurité du contenu de la bouteille.
 Actualités en vedette
Actualités en vedette2026-06-04
2026-05-05
2026-01-20
2025-11-12
2025-11-11
2025-11-10

Taizhou Huangyan Jinting Plastic Mould.,LTD est un fabricant professionnel de préformes PET avec plus de 25 ans d'expertise. Certifié ISO9001/ISO22000, proposant des collets personnalisés (28–55 mm), couleurs, poids et moules pour les marques d'eau et de boissons. Contactez-nous dès aujourd'hui.
Zone industrielle de Puhui, ville de Toutuo, district de Huangyan, ville de Taizhou, province du Zhejiang, Chine
Copyright © 2026 Taizhou Huangyan Jinting Plastic Mould.,LTD. Tous droits réservés. Politique de confidentialité